
Understanding Additive Manufacturing

Additive manufacturing is a process of creating a part layer by layer from digital models.
Unlike traditional machining, which cuts away material, AM builds up the part using powders, wires, or resins.
For metals and ceramics, technologies such as Selective Laser Melting (SLM), Binder Jetting, and Cold Spray are often used.
For decision-makers in industries that rely on wear parts, additive manufacturing offers the possibility of:
Complex shapes that cannot be made by traditional pressing and sintering.
Customization for specific machines and applications.
Faster prototyping and shorter supply chains.
Why Tungsten Carbide Matters
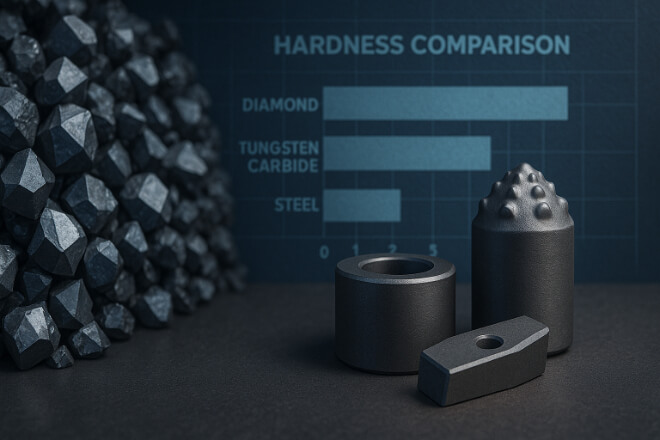
Tungsten carbide (WC) is one of the hardest materials used in industry. It combines tungsten with carbon to create a compound with:
High hardness (close to diamond).
Good toughness compared to ceramics.
Excellent wear and abrasion resistance.
Resistance to high temperatures.
Traditionally, tungsten carbide wear parts are made by powder metallurgy: pressing powders into shape and then sintering them at high temperature.
While this method is reliable, it limits design freedom. That is why companies are now looking at AM with tungsten carbide as a way to expand possibilities.
Current Methods of Printing Tungsten Carbide

At present, several additive manufacturing methods are being tested and applied to tungsten carbide:
1). Binder Jetting
WC powders are bound with a polymer binder.
The “green part” is then sintered.
Advantage: Good for complex shapes and large batches.
2). Selective Laser Melting (SLM)
A high-powered laser melts WC powders layer by layer.
Challenge: Tungsten carbide has high melting point and risk of cracks.
3). Cold Spray
WC powders are sprayed at high velocity onto a substrate.
Advantage: No melting, so less cracking.
Often used for coatings and repair.
4). Hybrid AM
Combines AM with traditional pressing, sintering, or infiltration.
Example: Printing a shape and then filling with cobalt binder.
Benefits of AM Tungsten Carbide

For decision-makers in manufacturing, the potential benefits of combining AM and tungsten carbide are clear:
Design freedom: Intricate internal channels for coolant, lightweight structures, or custom geometries.
Customization: Wear parts designed for unique machines or specific operating conditions.
Faster turnaround: Spare parts can be printed on demand, reducing downtime.
Material efficiency: Less waste compared to traditional machining of blanks.
Repair and refurbishment: Damaged parts can be rebuilt with AM instead of replaced.
Challenges and Limitations
Despite the promise, there are still many challenges:
Material processing issues: Tungsten carbide is brittle and can crack during printing or cooling.
High cost: AM systems capable of handling WC are expensive.
Consistency and standards: Parts need to meet strict tolerance and quality standards.
Scale: Printing large parts is still slow compared to pressing and sintering.
Binder concerns: Controlling the binder content is key to avoiding porosity or weak spots.
Applications Emerging Today
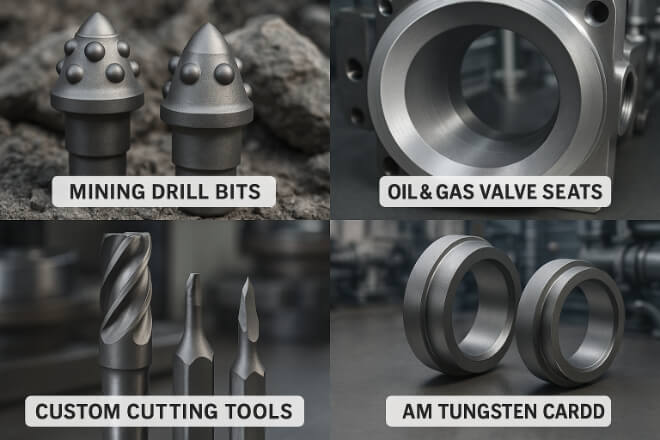
Some industries are already testing AM tungsten carbide in real applications:
Mining tools: Complex drill bits with internal coolant channels.
Oil and gas components: Valve seats and choke inserts with improved geometry.
Cutting tools: Small custom end mills or reamers with unique profiles.
Repair services: Restoring worn pump seals or dies instead of replacing them.
Future Outlook
The future of AM with tungsten carbide looks promising but will depend on solving processing challenges. Likely trends include:
Better hybrid methods that mix AM with sintering and infiltration.
Improved powders specifically designed for AM.
Standardization so industries can trust AM parts for critical applications.
On-site manufacturing: In the future, mining or oil companies may print their own wear parts directly at the site.
Sustainability: AM allows for less material waste, aligning with global goals for cleaner production.
Key Takeaways for Decision-Makers
For leaders in mining, oil and gas, metal forming, and manufacturing, the message is clear:
Additive manufacturing of tungsten carbide is not science fiction—it is already happening.
The technology brings new opportunities in design freedom, repair, and efficiency.
However, challenges in cost, material control, and quality standards remain.
Companies should start exploring pilot projects and partnerships to stay ahead.