
Challenges in Pulp, Paper, and Black Liquor Services
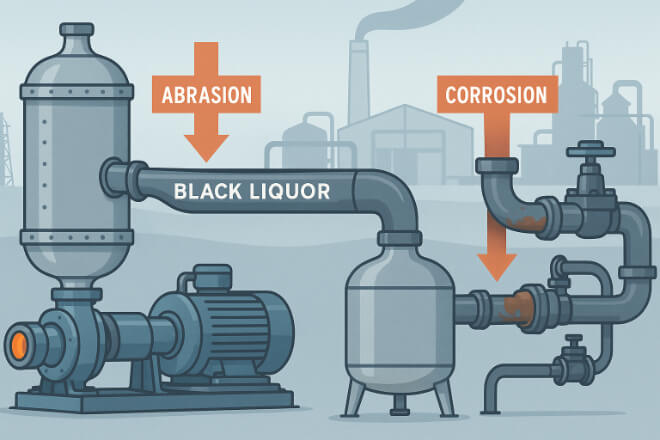
Abrasive pulp fibers quickly wear down standard seals.
Black liquor, a byproduct of pulping, is highly alkaline and corrosive.
High temperatures in chemical recovery boilers and evaporators stress equipment.
Continuous operation makes downtime expensive and disruptive.
Stainless steel or carbon graphite seals are often not strong enough for these conditions. Carbide seal rings offer the strength and reliability needed.
Why Carbide Seal Rings Are the Best Choice
1). Hardness and Wear Resistance
Carbide is almost as hard as diamond. It resists scratches and wear caused by pulp fibers and solid particles in black liquor.
Nickel-bonded carbide is highly resistant to alkaline and chemical attack, making it perfect for black liquor systems.
3). Strength and Shock Resistance
Cobalt-bonded carbide handles pressure changes and mechanical shock loads in mixers and pumps.
4). Thermal Stability
Carbide rings maintain performance even at the high temperatures found in bleaching and recovery processes.
5). Longer Service Life
Reduced wear and corrosion mean fewer replacements and lower maintenance costs.
Applications in Pulp and Paper Processing
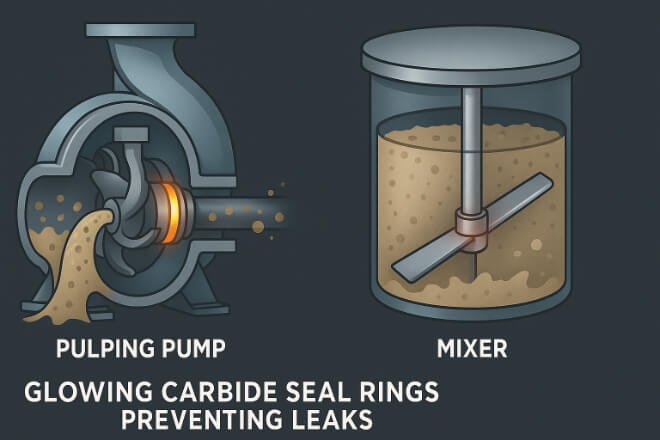
1). Pulping Pumps
Carbide seal rings prevent leaks in pumps transferring abrasive pulp mixtures.
2). Refiners and Mixers
Continuous mixing and refining require seals that reduce friction and resist wear.
3). Bleaching Systems
In corrosive bleaching chemicals, carbide rings maintain a reliable seal.
Applications in Black Liquor Services

1). Black Liquor Evaporators
Carbide seals prevent leaks in evaporators handling concentrated, corrosive black liquor.
2). Recovery Boilers
Seal rings withstand the combination of high heat and chemical attack.
3). Chemical Recovery Circuits
Durable carbide rings improve reliability in systems recycling black liquor.
Case Studies
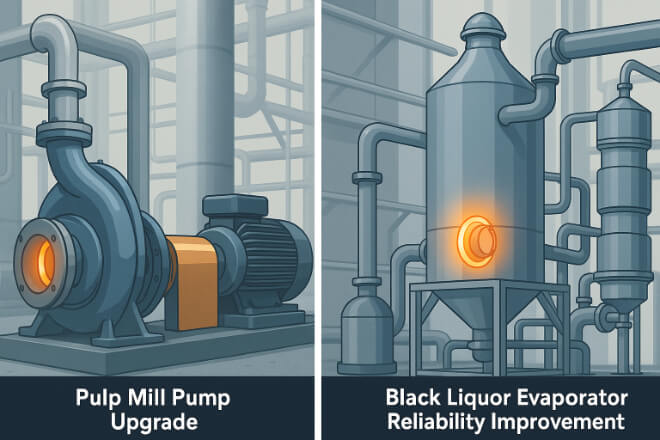
1). Pulp Mill Pump Upgrade
A pulp mill replaced stainless steel seals with nickel-bonded carbide rings. Result: seal life doubled and unplanned maintenance dropped by 40%.
2). Black Liquor Evaporator Reliability
A paper plant used carbide rings in black liquor evaporators. Result: fewer leaks, improved environmental compliance, and lower operating costs.
How to Select the Right Carbide Seal Ring

1). Binder Type
Nickel-bonded carbide for corrosive black liquor and bleaching chemicals.
Cobalt-bonded carbide for shock loads in agitators and pulping pumps.
2). Surface Finish
Polished carbide surfaces reduce friction and wear in rotating equipment.
3). Operating Conditions
Consider temperature, pressure, and chemical exposure when selecting grade.
4). Supplier Expertise
Choose ISO-certified suppliers with experience in pulp and paper applications.
Maintenance and Replacement Strategy

Inspect seals for cracks, grooves, or corrosion during planned shutdowns.
Replace worn rings before leaks occur to avoid production loss.
Keep spare carbide seals in stock for critical pumps and mixers.
Recycle used carbide components to reduce cost and environmental impact.
Cost and ROI Considerations
Initial Cost: Higher than standard seals.
Savings: Reduced leaks and downtime improve profitability.
ROI: Longer service life and improved reliability justify the investment.
Environmental and Safety Advantages

Preventing black liquor leaks protects rivers, groundwater, and plant workers. Carbide seals help plants comply with environmental regulations and maintain a safe workplace.