
¿Qué es la geometría de la herramienta?
La geometría de la herramienta se refiere a los ángulos, bordes y formas integrados en una herramienta de corte.
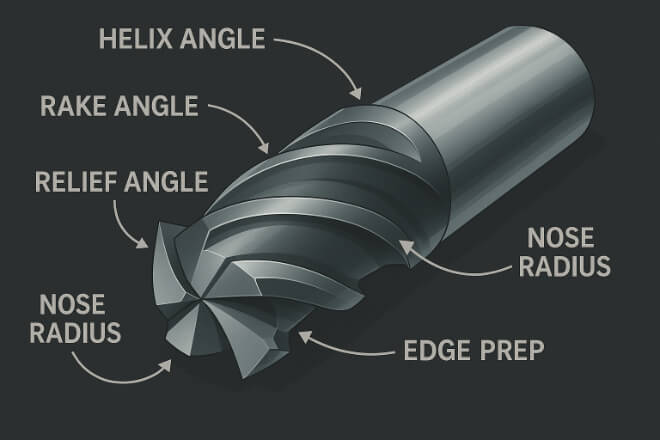
Estas características controlan la interacción de la herramienta con la pieza. Los elementos geométricos comunes incluyen:
Ángulo de inclinación (positivo, neutro o negativo)
Ángulo de alivio (o ángulo de espacio libre)
Ángulo de hélice (espiral de la flauta)
Radio de la nariz
Chaflanes o preparación de bordes
Pequeños cambios en estas características pueden afectar en gran medida el flujo de viruta, la acumulación de calor, la resistencia de la herramienta y la calidad de la pieza final.
Por qué es importante la geometría en el mecanizado
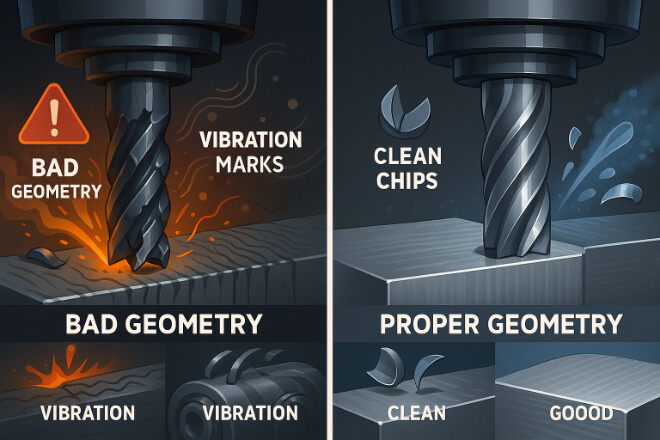
La geometría de la herramienta no es universal. Los distintos materiales y operaciones (como desbaste y acabado) requieren formas y ángulos diferentes. Elegir una geometría incorrecta puede provocar:
Desgaste excesivo de las herramientas
Mal acabado superficial
Borde construido (BUE)
Vibración o parloteo
Velocidad de corte reducida
Por otro lado, la geometría correcta mejora la evacuación de viruta, reduce las fuerzas de corte y permite una mayor vida útil de la herramienta, incluso a velocidades más altas.
Rompevirutas
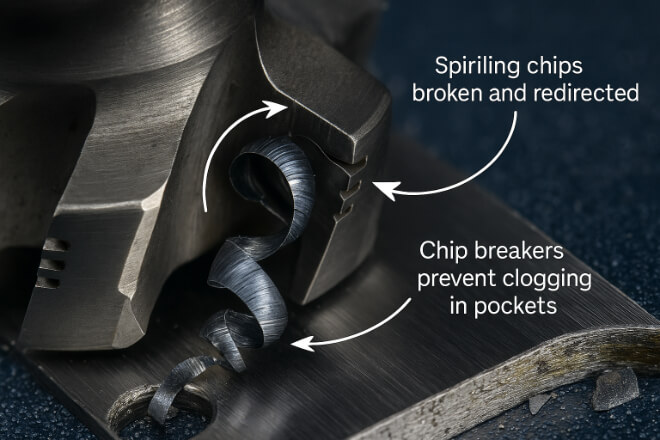
Los rompevirutas son pequeñas ranuras o formas cortadas en la cara de ataque de la herramienta. Su función principal es controlar el tamaño y la forma de la viruta.
Ayuda a evitar que se formen virutas largas y fibrosas
Reduce el calor y el desgaste de las herramientas.
Mejora la evacuación de virutas en cavidades y espacios reducidos.
El uso de rompevirutas es esencial al mecanizar materiales dúctiles como el aluminio o el cobre. Sin ellos, las virutas pueden enrollarse alrededor de la herramienta o la pieza, causando daños.
Geometría basada en el tipo de material
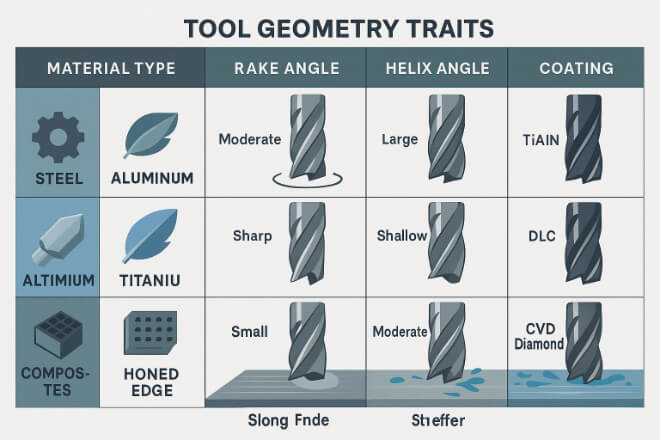
Cada material requiere características de herramienta diferentes para un buen mecanizado. Aquí tienes una guía rápida:
1) Acero
Rake negativo o rastrillo neutral
Ángulo de hélice moderado (30°)
Se prefiere carburo revestido
2) Aluminio
Rake positivo
Ángulo de hélice alto (40–45°)
Bordes afilados y flautas pulidas
3) Titanio
Alto rastrillo y hélice baja
Radio de nariz pequeño
Recubrimientos especiales (TiAlN)
4) Materiales compuestos
Herramientas recubiertas de diamante
Bordes muy afilados
Preparación mínima de los bordes
La adaptación de la geometría al material evita el desgaste, el astillado y el sobrecalentamiento.
Geometría personalizada y aplicaciones especiales

A veces, la geometría estándar no es suficiente. Los talleres que manejan materiales o piezas inusuales pueden necesitar:
Diámetros de herramientas personalizados
Longitudes especiales de flauta
Ángulos de alivio modificados
Recubrimientos únicos
Asociarse con un proveedor de carburo confiable le permite ajustar sus herramientas para obtener el máximo rendimiento.
Consejos finales para elegir la geometría de la herramienta

Adapte siempre la geometría de la herramienta al material y a las condiciones de corte.
Utilice las recomendaciones del fabricante como punto de partida.
No tengas miedo de probar pequeños cambios en el ángulo o el radio.
Monitoree el desgaste de la herramienta y la calidad de las piezas para detectar signos tempranos de desajuste geométrico.