
Qu’est-ce que le rodage des faces en carbure de tungstène ?
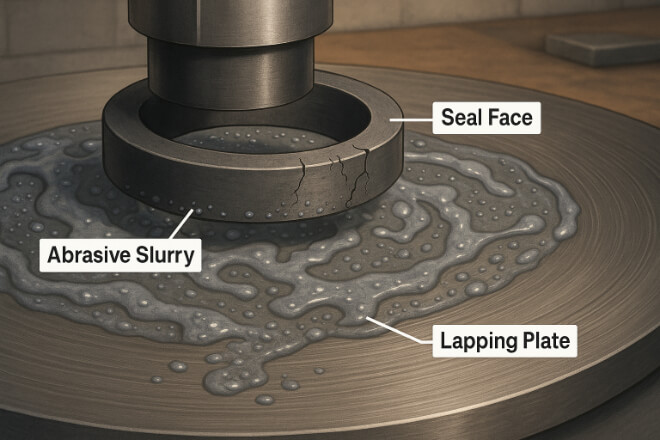
Le rodage est le processus qui consiste à restaurer la planéité et l'état de surface d'une face en carbure de tungstène usagée en enlevant une fine couche de matériau.
Cette opération est réalisée sur des machines de rodage de précision utilisant des abrasifs fins pour redonner à la surface son état d'étanchéité d'origine.
L'objectif du chevauchement est de :
Rétablir la régularité de la surface (Ra 0,02–0,05 µm)
Corriger les déformations ou gauchissements mineurs
Recréer la planéité nécessaire à une bonne étanchéité
Prolongez la durée de vie de la face d'étanchéité sans remplacement complet
Par exemple, la face d'un joint mécanique d'une pompe chimique peut ne présenter que des rayures superficielles et une usure mineure.
Au lieu de la mettre au rebut, la pièce peut être rodée à nouveau et remise en service pour un coût bien moindre.
Pourquoi le rodage peut être rentable
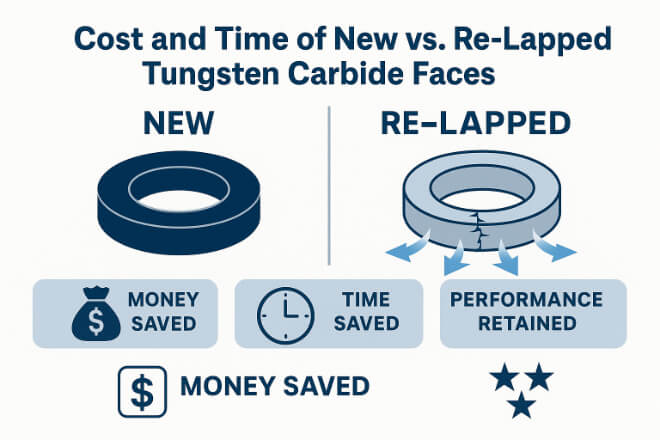
La logique économique qui sous-tend le rodage est simple : les pièces en carbure de tungstène sont chères.
Le coût élevé du remplacement d'une pièce dépend de l'utilisation de matières premières, du pressage, du frittage et du meulage. En comparaison, le rodage ne coûte généralement que 20 à 40 % du prix d'une pièce neuve.
Lorsqu'elle est correctement réalisée, une surface rodée peut être presque aussi performante qu'une surface neuve, ce qui en fait un choix d'entretien pratique pour les entreprises cherchant à réduire leurs coûts d'exploitation.
Vous trouverez ci-dessous une comparaison générale des coûts :
Quand le rodage est une bonne option

Le rodage n'est pas toujours approprié, mais dans de nombreux cas, c'est une solution intelligente et fiable.
Voici les principales conditions dans lesquelles cela a du sens :
1) Le visage présente seulement de légères traces d'usure.
Si la surface présente de légères rayures ou un aspect terne, mais pas de fissures profondes ni de déformations importantes, elle peut être facilement rerodée.
Les écarts mineurs de planéité (inférieurs à 5 µm) peuvent généralement être corrigés.
2) L'intégrité du substrat est intacte
En l'absence de fractures, d'écaillage des bords ou de problèmes de lixiviation du liant, la structure en carbure reste suffisamment stable pour être réutilisée.
3) Le revêtement de surface est restaurable
Pour les surfaces revêtues (comme le DLC ou le TiN), un nouveau rodage peut être suivi d'un nouveau revêtement. On obtient ainsi une surface d'étanchéité rénovée offrant la même résistance chimique.
4) Lorsque des délais d'exécution rapides sont nécessaires
Sur les sites isolés ou en cas d'arrêts d'urgence, le rodage permet de remettre en service les composants en quelques jours, évitant ainsi les longs délais d'approvisionnement pour les pièces neuves.
Quand le rodage n'est pas recommandé
Il existe des situations où le rodage peut en réalité engendrer une perte de temps et d'argent.
Voici les principaux signaux d'alarme :
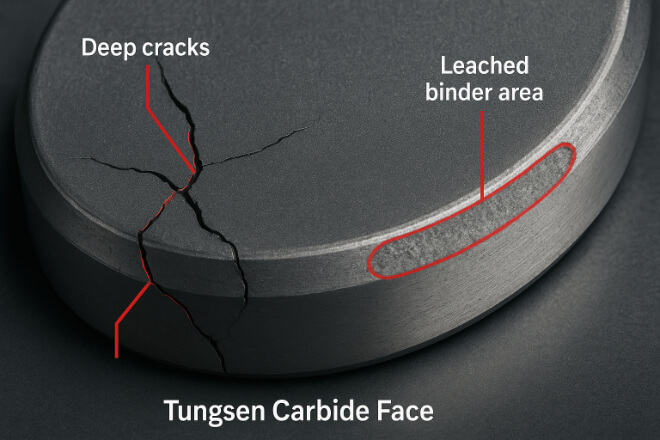
1) Fissures ou fractures profondes
Une fois que la surface en carbure présente des fissures internes, le rodage ne peut plus la réparer. Son intégrité est compromise et elle risque de se rompre à nouveau sous contrainte.
2) Érosion ou lessivage sévères
Si la corrosion ou le lessivage du liant a créé des pores ou des zones fragilisées, le rodage ne rétablira pas la résistance mécanique.
3) Écaillage des bords irréparable
Les petits éclats peuvent parfois être lissés, mais les dommages importants ou structurels sur les bords rendent la surface impropre à la réutilisation.
4) Épaisseur inférieure au minimum
Chaque opération de rodage enlève de la matière. Si la surface devient plus mince que les limites de conception, la pression d'étanchéité et la rigidité diminuent.
Explication du processus de rodage
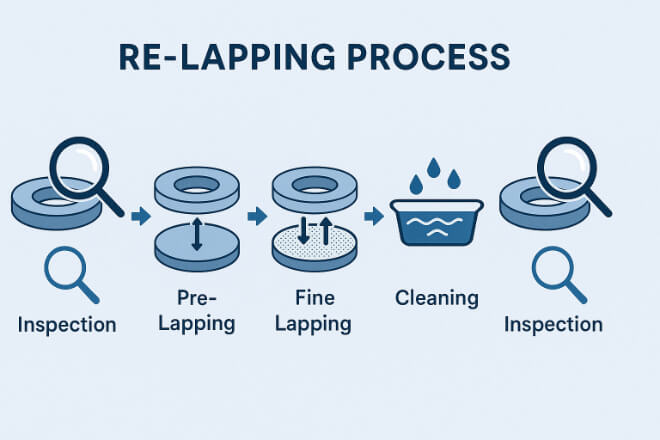
Le processus comprend plusieurs étapes contrôlées pour restaurer la qualité de la surface :
Inspection initiale – La face est nettoyée et vérifiée à l'aide d'un test de planéité optique afin de détecter les fissures, les déformations ou les rayures profondes.
Pré-rodage – Des abrasifs plus grossiers sont utilisés pour éliminer les dommages de surface et rétablir la planéité.
Rodage fin – Une fine suspension de diamant est appliquée pour obtenir la finition miroir requise.
Nettoyage et séchage – Le nettoyage par ultrasons élimine tous les résidus abrasifs.
Inspection finale – La planéité, l'état de surface et les tolérances dimensionnelles sont vérifiés.
Un atelier bien géré peut fournir des résultats constants comparables à la qualité des équipementiers.
Contrôle et vérification de la qualité
Après le rodage, des contrôles de qualité appropriés garantissent le bon fonctionnement de la surface de coupe.
Les paramètres d'inspection critiques comprennent :
Planéité : Généralement comprise entre 1 et 2 bandes lumineuses (≈0,6–1,2 µm)
Rugosité de surface (Ra) : 0,02–0,05 µm
Contrôle visuel des défauts : absence de piqûres, rayures ou fissures.
Mesure de l'épaisseur : conforme aux tolérances du fabricant
Seuls les composants répondant à toutes les normes devraient être approuvés pour la réutilisation.
Certaines usines conservent un registre de traçabilité pour chaque pièce réutilisée afin de suivre les cycles de vie.
Exemple concret

Une grande usine pétrochimique d'Asie du Sud-Est a dû fréquemment remplacer ses joints d'étanchéité mécaniques en raison de la contamination par des boues.
Chaque face en carbure de tungstène coûtait plus de $800, et les remplacements prenaient 6 semaines.
En mettant en place un programme local de réusinage et de réutilisation, l'usine :
Réduction des coûts de remplacement des joints d'étanchéité de 50%
Réduisez le délai de livraison de 6 semaines à 4 jours.
Intervalles d'entretien prolongés grâce aux cycles de rodage contrôlés du 40%
Cet exemple montre qu'avec une inspection et une documentation appropriées, le rodage est avantageux tant sur le plan technique qu'économique.
Évaluation du rapport coût-efficacité
Pour déterminer si le rodage est rentable, tenez compte des éléments suivants :
Coût de la pièce vs. Coût du rodage – Si le rodage coûte moins cher qu'une pièce neuve, cela vaut généralement la peine.
Épaisseur restante – Si plus de 90% de l'épaisseur d'origine reste, la réutilisation est possible.
Conditions de fonctionnement – Les fluides stables et propres sont réutilisables ; les fluides agressifs ou corrosifs peuvent justifier leur remplacement.
Historique des performances – Si une surface rodée a une durée de vie presque aussi longue qu'une surface neuve, la réutilisation apporte une réelle valeur ajoutée.
Ci-dessous figure un tableau de décision simplifié :