
Raw Material Selection
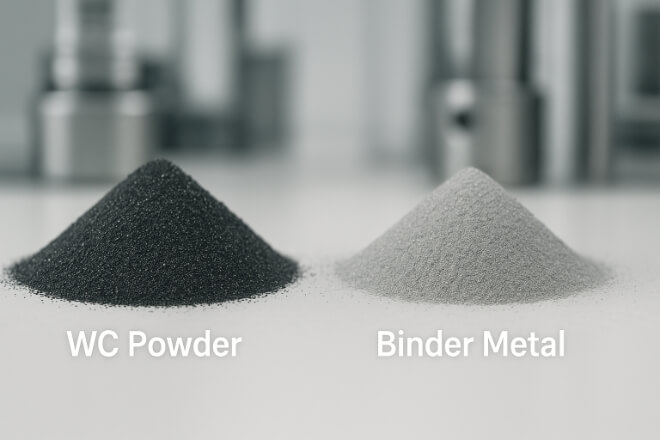
The process begins with choosing the right tungsten carbide (WC) powder and binder metal. The most common binders are cobalt (Co) and nickel (Ni).
The combination ratio affects dureté, dureté, et résistance à la corrosion. Fine-grain powders are used for bushings that need high strength and mirror surface finishes.
1). Common Powder Composition
Powder Mixing and Homogenization
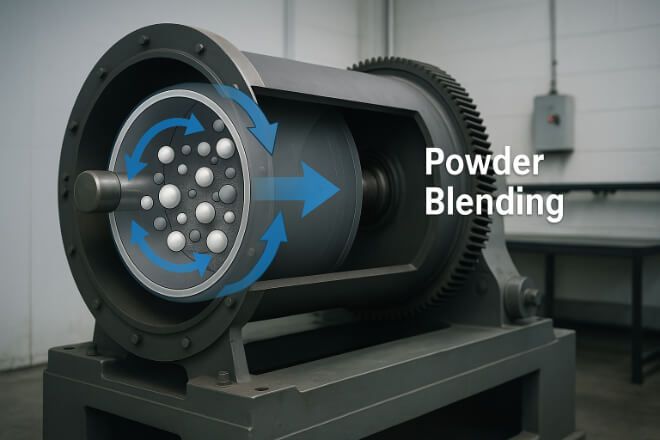
The selected powders are mixed in a ball mill with a small amount of ethanol or paraffin as a binder liquid. The goal is to achieve uniform particle distribution.
This step ensures that the final carbide has consistent densité and mechanical properties across the entire part.
Duration: 24–48 hours
Outcome: Fine, evenly mixed powder ready for pressing
Spray Drying and Granulation
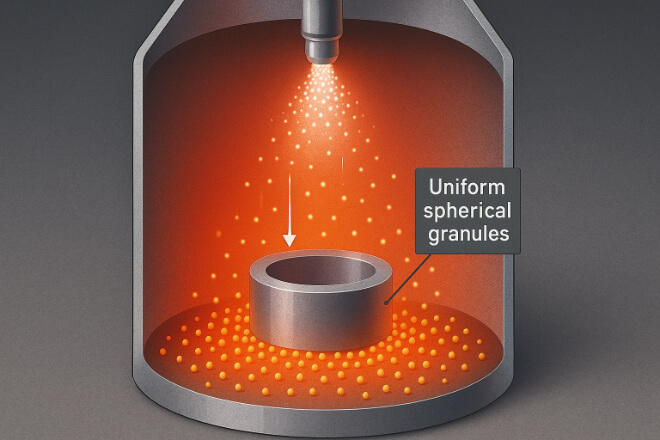
The mixed slurry is fed into a spray dryer, where hot air converts it into free-flowing spherical granules.
These granules are easy to press and maintain consistent densité during compaction.
This step avoids segregation and helps achieve uniform shrinkage during sintering later.
Sintering — Turning Powder into Solid Metal

The green rings are placed in a vacuum or hydrogen sintering furnace and heated to around 1350–1500°C.
During this stage:
The binder metal melts and bonds WC grains.
Le porosité disappears.
Densité reaches over 99% of theoretical value.
The shrinkage during sintering is around 18–22%, which is why accurate dimension control during pressing is essential.
After sintering, the bushings become extremely hard and ready for rough machining.
Rough and Finish Machining

After sintering, the bushing is hard enough to require diamond tools for machining.
Rough grinding shapes the outer and inner diameters.
Fine grinding achieves closer tolerances.
The bushing’s concentricity and roundness are maintained within microns.
This stage defines the final geometry before surface finishing.
Stress Relief Heat Treatment
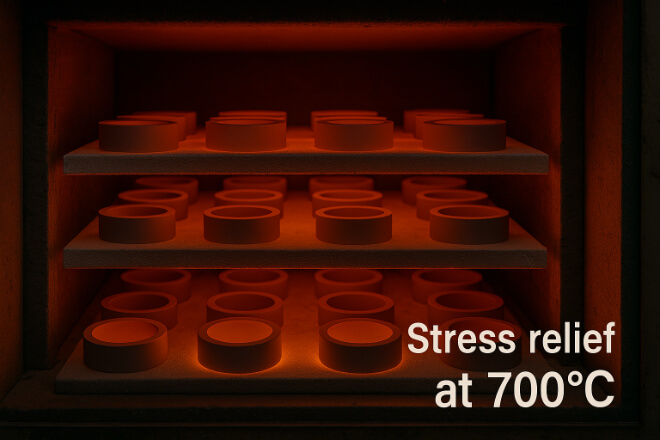
Residual stresses from grinding are removed through low-temperature annealing (600–800°C).
This prevents micro-cracks and dimensional warping in later stages, ensuring that the bushing maintains flatness during operation.
Lapping and Polishing

This step creates the mirror-smooth surfaces that tungsten carbide bushings are known for.
Using diamond abrasives and precise lapping machines, the surface roughness is reduced to Ra ≤ 0.05 µm.
Polishing ensures:
Minimal friction between moving parts
Long seal life
Better fluid film stability
Cleaning and Packaging

Before shipping, each bushing is ultrasonically cleaned using deionized water or alcohol to remove oil and particles.
After drying, they are sealed in anti-static vacuum packaging to prevent corrosion and dust contamination.
This ensures they arrive ready for installation in clean or precision applications, including pumps, compressors, and turbines.