
Qu'est-ce que la géométrie de l'outil ?
La géométrie de l’outil fait référence aux angles, aux bords et aux formes intégrés dans un outil de coupe.
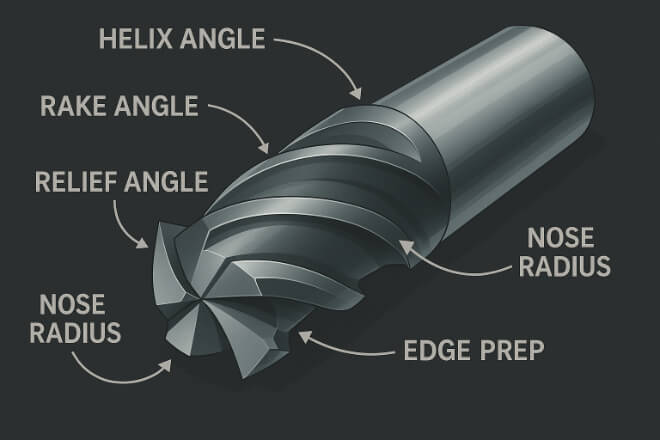
Ces caractéristiques contrôlent l'interaction de l'outil avec la pièce. Les éléments géométriques courants incluent :
Angle de coupe (positif, neutre ou négatif)
Angle de dépouille (ou angle de dépouille)
Angle d'hélice (spirale de la flûte)
Rayon du nez
Chanfreins ou préparation des bords
De petits changements dans ces caractéristiques peuvent grandement affecter le flux de copeaux, l’accumulation de chaleur, la résistance de l’outil et la qualité de la pièce finale.
Pourquoi la géométrie est importante dans l'usinage
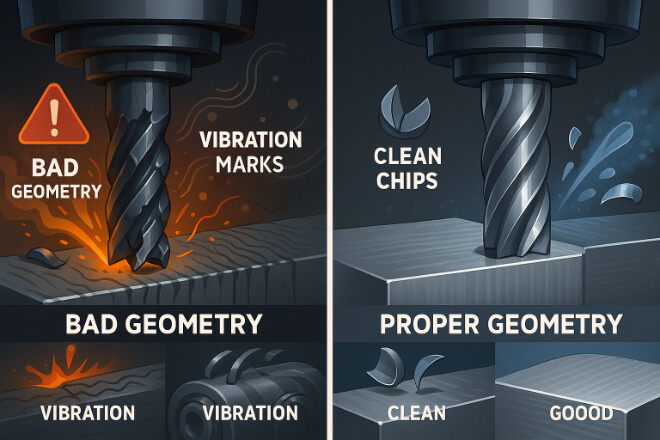
La géométrie des outils n'est pas universelle. Différents matériaux et opérations (comme l'ébauche et la finition) nécessitent des formes et des angles différents. Choisir une géométrie inadaptée peut entraîner :
Usure excessive des outils
Mauvaise finition de surface
Bord rapporté (BUE)
Vibration ou bavardage
Vitesse de coupe réduite
En revanche, la bonne géométrie améliore l’évacuation des copeaux, réduit les forces de coupe et permet une durée de vie plus longue de l’outil, même à des vitesses plus élevées.
Brise-copeaux
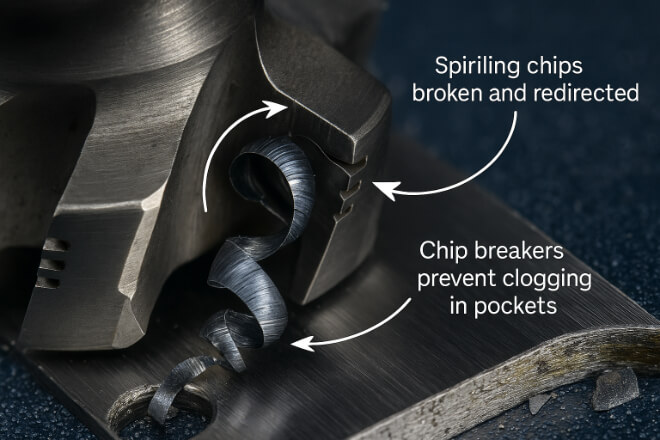
Les brise-copeaux sont de petites rainures ou formes taillées dans la face de coupe de l'outil. Leur fonction principale est de contrôler la taille et la forme des copeaux.
Aide à prévenir les copeaux longs et filandreux
Réduit la chaleur et l'usure des outils
Améliore l'évacuation des copeaux dans les poches et les espaces restreints
L'utilisation de brise-copeaux est essentielle pour l'usinage de matériaux ductiles comme l'aluminium ou le cuivre. Sans eux, les copeaux peuvent s'enrouler autour de l'outil ou de la pièce et l'endommager.
Géométrie basée sur le type de matériau
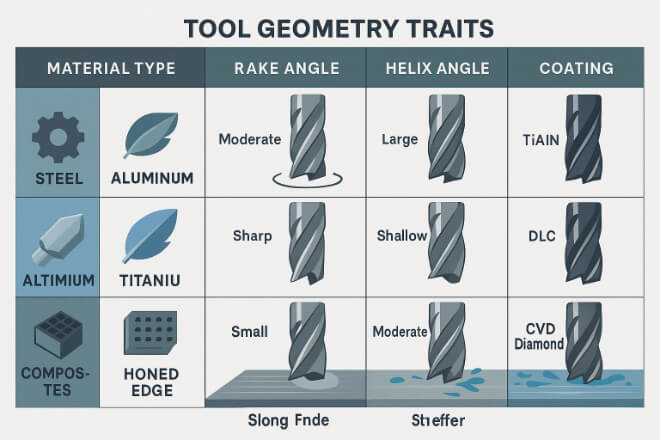
Chaque matériau nécessite des outils aux caractéristiques différentes pour un usinage optimal. Voici un guide rapide :
1). Acier
Râteau négatif ou râteau neutre
Angle d'hélice modéré (30°)
Carbure revêtu préféré
2). Aluminium
Râteau positif
Angle d'hélice élevé (40–45°)
Arêtes vives et cannelures polies
3). Titane
Râteau élevé et hélice basse
Petit rayon de nez
Revêtements spéciaux (TiAlN)
4). Matériaux composites
Outils diamantés
Bords très tranchants
Préparation minimale des bords
L'adaptation de la géométrie au matériau empêche l'usure, l'écaillage et la surchauffe.
Géométrie personnalisée et applications spéciales

Parfois, une géométrie standard ne suffit pas. Les ateliers manipulant des matériaux ou des pièces inhabituels peuvent avoir besoin de :
Diamètres d'outils personnalisés
Longueurs de flûtes spéciales
Angles de relief modifiés
Revêtements uniques
En vous associant à un fournisseur de carbure de confiance, vous pouvez affiner vos outils pour un rendement maximal.
Conseils finaux pour choisir la géométrie de l'outil

Adaptez toujours la géométrie de l’outil à votre matériau et à vos conditions de coupe.
Utilisez les recommandations du fabricant comme point de départ.
N’ayez pas peur de tester de petits changements d’angle ou de rayon.
Surveillez l’usure des outils et la qualité des pièces pour détecter les premiers signes d’inadéquation géométrique.