
Why Use Tungsten Carbide Tools for Stainless Steel?

Tungsten carbide tools are made by combining tungsten and carbon atoms into a very hard compound.
They are much harder than high-speed steel (HSS) and can handle high temperatures during cutting.
For stainless steel, tungsten carbide offers:
Haut résistance à l'usure
Better heat resistance
Durée de vie de l'outil plus longue
Ability to handle work-hardened materials
Clean and precise cuts
This makes carbide tools a better choice when working with tough metals like stainless steel. But just having the right tool isn’t enough. You also need the right approach.
Choose the Right Tool Grade

Not all carbide tools are the same. They come in different grades depending on the balance of dureté et dureté.
For stainless steel, a slightly tougher grade is preferred to avoid tool chipping.
When selecting a grade:
Use medium-grain or fine-grain carbide for a balance of strength and hardness.
Choose coated carbide (like TiAlN or AlTiN) to resist heat and wear.
Avoid grades that are too brittle, especially for interrupted cuts.
If you’re unsure which carbide grade is best for your stainless application, check with the manufacturer or supplier.
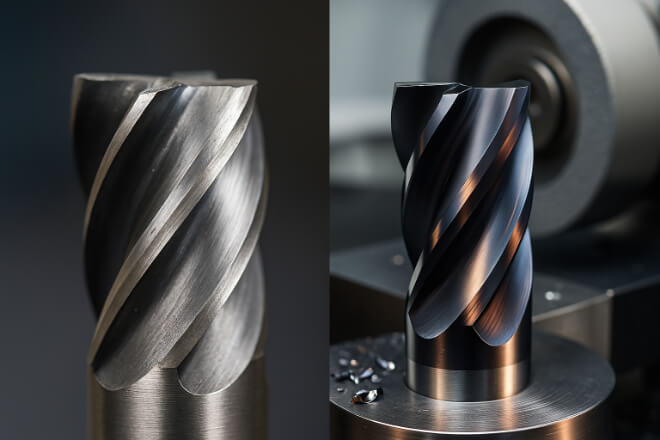
Use the Right Coating

A coating can improve tool performance by reducing friction and protecting against heat and wear. Coated tools last longer and deliver better finishes on stainless steel.
Common coatings for stainless machining:
TiAlN (Titanium Aluminum Nitride): Great for high-heat applications
AlTiN (Aluminum Titanium Nitride): Good for dry machining or minimal coolant use
TiCN (Titanium Carbo-Nitride): Offers excellent wear resistance and lower friction
Make sure the coating matches your cutting conditions—whether you’re running with coolant or dry, and whether your cuts are roughing or finishing.
Ensure Proper Tool Geometry
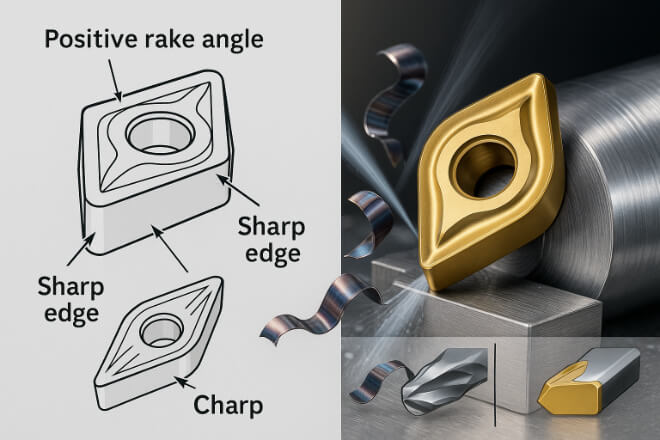
Tool geometry directly affects chip control, heat generation, and cutting forces.
Using the wrong geometry can lead to poor surface finish, vibration, and fast tool wear.
For stainless steel, consider:
Positive rake angles to reduce cutting pressure
Sharp cutting edges for clean cuts and less heat
Chip breakers to prevent long, stringy chips
If your job requires frequent tool changes or you’re getting inconsistent finishes, it may be time to reassess your tool geometry.
Apply Coolant or Lubrication Properly

Stainless steel is known for poor thermal conductivity, which means the heat stays in the cutting zone. That’s why effective cooling is key when machining it with carbide tools.
Best practices for coolant:
Use flood coolant to keep the tool cool and prevent thermal cracks
For high-speed applications, high-pressure coolant may be better
In some cases, Minimum Quantity Lubrication (MQL) can reduce heat and improve finish
Never run carbide tools dry unless the tool and coating are designed for it.
Monitor Tool Wear Signs

Regular inspection helps you spot issues before they become costly. Even the best carbide tools eventually wear out.
Keeping an eye on wear patterns helps prevent tool failure and poor surface finishes.
Common signs of tool wear:
Edge rounding or chipping
Flank wear (on the side of the tool)
Crater wear (on the rake face)
Built-up edge from sticky materials
If you notice any of these, it’s time to regrind, replace, or adjust your settings.
Regrind Instead of Replace (When Possible)
Carbide tools can often be reground and reused. This helps reduce cost and waste, especially for larger or high-precision tools.
When regrinding makes sense:
The tool still has enough material left
You have access to precision grinding services
You want to maintain consistent performance without full replacement
Regrinding helps extend tool life and lowers cost-per-part. Always check with your supplier to see if regrinding services are available.