
炭化タングステンブッシングにおいて研磨粒子サイズが重要な理由
研磨摩耗は、硬い粒子がシャフトとブッシング表面の間で滑り合うことで発生します。炭化タングステンは非常に硬いですが、粒子が十分に大きくなると切削工具のように機能します。.
1). 粒子が大きいほど摩耗が早くなる
大きな粒子はより深い傷を作る
潤滑膜を遮断する
摩擦と熱を増加させる
2) 小さな粒子でも有害
特に高速サービスや境界潤滑の場合には、微粒子であってもゆっくりと、しかし継続的に物質を除去することができます。.
粒子サイズが摩耗メカニズムに与える影響
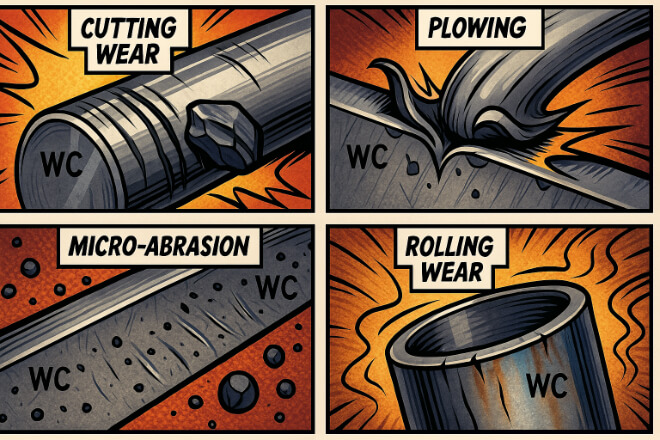
摩耗は単一のメカニズムではなく、粒子のサイズや 硬度. WC ブッシングの一般的な現象は次のとおりです。
切削摩耗: 大きな粒子が表面を直接削ります。.
耕起摩耗: 中程度の粒子が材料を押しのけて尾根を形成します。.
微細摩耗: 小さな粒子が非常に細かい傷を形成します。.
転がり摩耗: 丸い粒子は切削するのではなく転がり、摩耗率を低減します。.
粒子の硬度が摩耗の深刻度に与える影響

粒子の大きさは、ほんの一部に過ぎません。硬度は、粒子が炭化タングステンをどれだけ容易に切断できるかを決定します。.
硬度比較(標準値)
珪砂:1100~1200 HV
アルミナ:1500~2000 HV
タングステンカーバイド:1600~2000 HV
粒子がWCに近づいたり、WCを超えたりすると 硬度, 、摩耗はさらに激しくなります。.
濃度:たとえ小さな粒子であっても、大量に発生すると危険になる理由

単一の粒子では WC ブッシングが損傷しないかもしれませんが、数百万個の粒子が継続的に隙間を通過すると、サンドブラスト システムのように動作する可能性があります。.
高濃度の原因:
1秒あたりの粒子衝突数の増加
潤滑膜の破壊が早まる
表面温度の上昇
摩耗溝の発達の促進
高速ポンプと撹拌機は粒子の濃度に特に敏感です。.
タングステンカーバイドブッシングの摩耗を低減する方法

摩耗を軽減するために、必ずしもシステムの再設計が必要なわけではありません。多くの場合、小さなプロセス改善が大きな効果をもたらします。.
主要戦略
より良いろ過装置や沈殿物トラップを設置する
クリアランスを減らして粒子の侵入を制限する
より硬いグレードのタングステンカーバイドを選択する
滑らかでよく磨かれたシャフト表面を使用する
潤滑の流れを改善する
隙間に粒子を引き込むポンプのキャビテーションを回避する