

2. 強靭性とは何ですか? なぜそれが重要なのですか?

強靭さ 工具が割れたり壊れたりすることなく衝撃やショックを吸収する能力です。硬度は工具の鋭さを保つのに役立ちますが、靭性は以下のような過酷な条件に耐えるのに役立ちます。
中断されたカット
重切削
加工中の振動
- 材料中の硬い介在物と工具の衝突
硬すぎる工具でも、強度が十分でない場合は、切削中に欠けたり割れたりする可能性があります。一方、強度の高い工具は破損しにくいですが、硬度が十分でない場合は摩耗が早くなります。
だからこそ、適切なバランスを見つけることがとても重要なのです。
4. 超硬工具の硬度と靭性に影響を与えるものは何ですか?
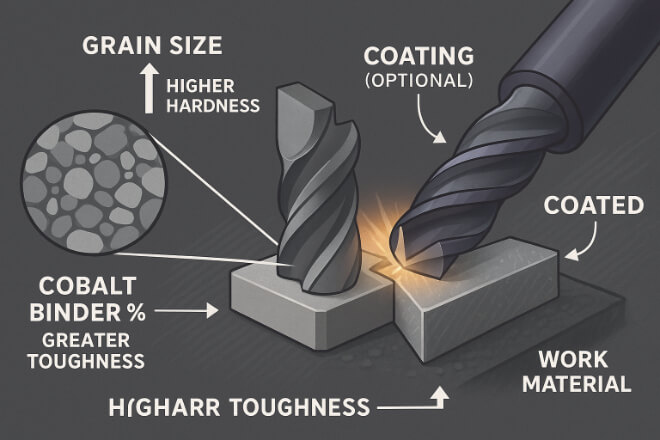
炭化タングステンの微細構造におけるいくつかの要因によって、その硬度と靭性が決まります。
1). 粒度
微粒子 = 硬度が高く、靭性が低い
粗粒 = 靭性が高く、硬度が低い
2)コバルトバインダー含有量
コバルトが少ない(4–6%)=硬いが脆い
- コバルトが多い(10–15%)=より強靭だがより柔らかい
3)添加剤とコーティング
添加剤は耐摩耗性や耐衝撃性を向上させることができる
- コーティング(TiAlNやDLCなど)は、コアを脆くすることなく表面硬度を高めます。
ツール設計者は、ニーズに合わせてこれらの変数を調整します。
6. 切削工具を選ぶ際に避けるべき間違い
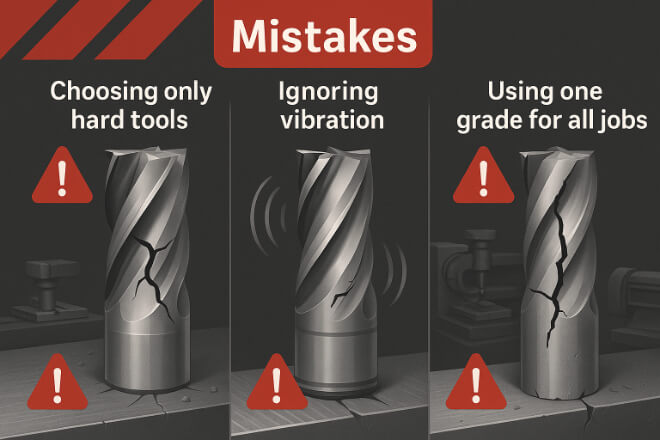
意思決定者が犯す一般的な間違いは次のとおりです。
1). 常に最も難しいツールを選択する
硬い方が必ずしも良いとは限りません。切り口が粗かったり、切れ目が途切れていたりすると、硬すぎるとひび割れが生じる可能性があります。
2). 機械の状態を無視する
古い機械や不安定な機械は振動することがあります。工具の強度が十分でなければ、すぐに壊れてしまいます。
3). すべてに1つのグレードを使用する
材料や加工方法によって、必要な超硬合金のグレードは異なります。同じ工具をあらゆる用途に使用すると、工具寿命が短くなります。
7. 実生活でツールの性能を確認する方法

ラボの仕様だけに頼らず、次のような指標を使ってツールの実際のパフォーマンスを監視しましょう。
工具寿命(工具あたりの時間または部品数)
表面仕上げ品質
シフトあたりの工具交換回数
チップの形成と色
欠けや微小な亀裂の兆候
ツールの摩耗が早すぎたり、壊れたりする場合は、より強力なグレードが必要になる可能性があります。
鈍くなるのが早すぎる場合は、より硬い素材やより良いコーティングを検討してください。
9. 硬度と靭性のバランスにおけるコーティングの役割
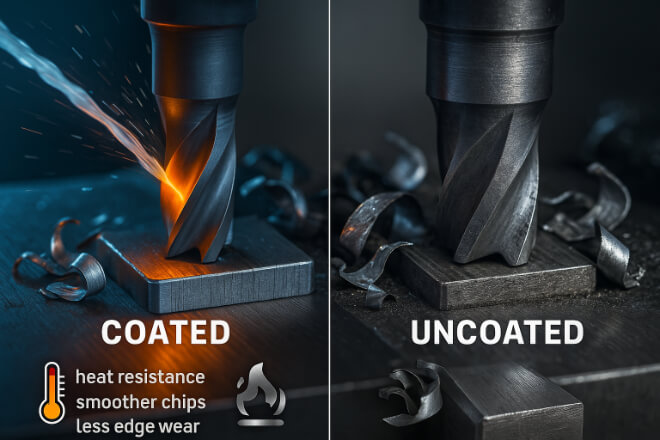
コーティングは、硬度と靭性のトレードオフを軽減するのに役立ちます。例えば:
TiAlN: 耐熱性と耐摩耗性を高める
DLC: 摩擦とエッジの積層を軽減
CVDダイヤモンド:非金属または研磨複合材の切断に最適
コーティングされた工具は、耐摩耗性を高めるために表面を硬くし、衝撃を吸収するために芯を強靭にします。
ツールの摩耗が早すぎたり、欠けが頻繁に発生したりする場合は、コーティングのオプションによって大きな違いが生じる可能性があります。