
炭化タングステン工具のコーティング:知っておくべきこと
耐摩耗性、耐熱性、耐腐食性を高めるための最適な表面処理を選択するための簡単なガイドです。
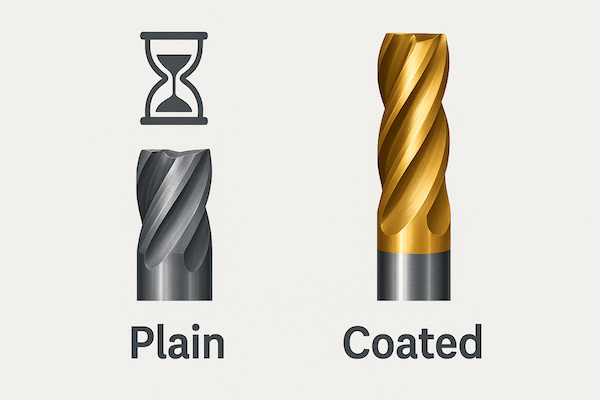
より長い工具寿命
タングステンカーバイドは既に硬い素材ですが、コーティングを施すことで摩耗を抑制します。コーティングされた工具は、プレーン工具に比べて2~10倍長持ちします。つまり、工具交換の回数が減り、長期的に見てコストを削減できます。
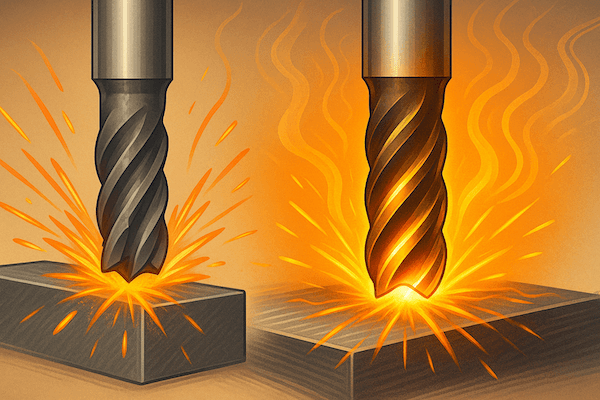
高速でのパフォーマンス向上
工具は高速回転したり、硬い金属を切削したりすると、非常に高温になります。TiAlNなどのコーティングは、工具が高温下でも冷たく、強度を保ちます。これにより、刃先の鋭さが維持され、工具の損傷を軽減します。
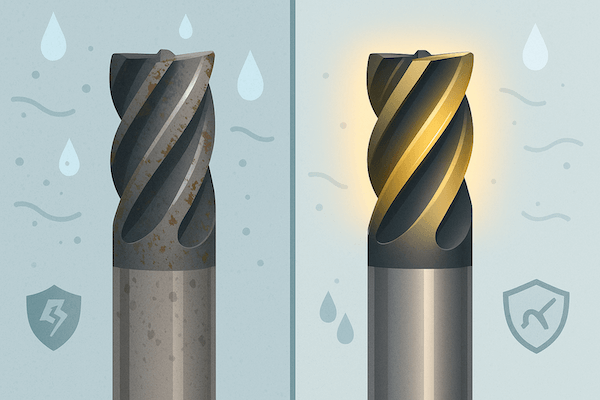
錆や腐食からの保護
湿気や汚れのある環境では、コーティングされていない超硬工具は錆びたり、故障したりする可能性があります。CrNなどのコーティングはシールドとして機能し、湿気や化学物質による工具表面の侵食を防ぎます。
高速切断
工具が高速で回転したり切削したりすると、大量の熱が発生します。コーティングがないと、工具はすぐに軟化したり鈍くなったりする可能性があります。TiAlNやAlTiNなどのコーティングは、高速切削中でも工具を低温に保ち、鋭利な状態に保つのに役立ちます。
ステンレス鋼の切断
ステンレス鋼は強度が高く、粘り気があります。摩擦が生じやすく、工具の摩耗が早くなります。TiCNやTiAlNなどのコーティングは摩擦を軽減し、ステンレス鋼の切削をより容易かつスムーズにします。

湿気や腐食性のある作業環境
水、冷却剤、または化学物質のある場所では、コーティングされていない工具は錆びたり腐食したりする可能性があります。CrNまたはDLCコーティングは、濡れた状態、汚れた状態、または化学物質の多い環境における損傷を防ぐ保護シールドを追加します。
長い工具寿命が必要
工具交換の回数を減らしたい、時間を節約したい、あるいは硬い材料を長期間切削したいなら、コーティングされた工具は賢明な選択です。コーティングは摩耗を軽減するため、工具の寿命が長くなり、交換頻度も減ります。
ステップ1:ツールを掃除する
コーティングを行う前に、超硬工具を丁寧に洗浄する必要があります。工具に埃、油、金属片などが残っていると、コーティングが損なわれる可能性があります。表面を100%の清浄な状態にするために、超音波洗浄、アルコール洗浄、プラズマ洗浄などの洗浄を行います。
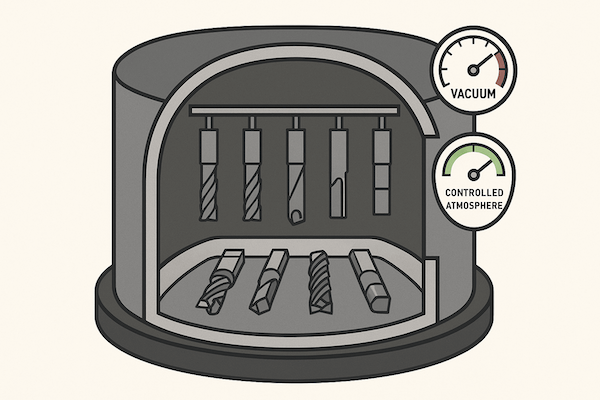
ステップ2:コーティングチャンバーに入れる
洗浄後、工具は密閉されたチャンバー内に配置されます。このチャンバー内でコーティングが行われます。装置はPVDまたはCVDコーティングの準備として、適切な真空度、温度、ガスレベルを設定します。
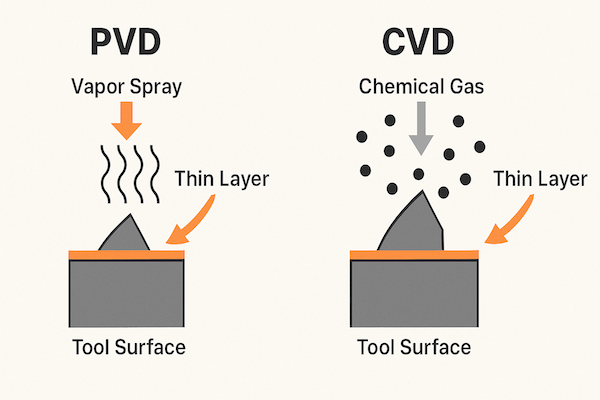
ステップ3:コーティング(PVDまたはCVD)の適用
これが重要なステップです。PVDでは、金属(TiやCrなど)の蒸気を工具に吹き付け、硬い薄い膜として工具に付着させます。CVDでは、ガス中の化学反応によってコーティングが堆積されます。どちらの方法でも、強固で均一な層が形成されます。
ステップ4:冷却と検査
コーティングが完了すると、ひび割れを防ぐため、工具はゆっくりと冷却されます。その後、顕微鏡、厚さ試験、傷試験などを用いて、各工具のコーティング品質を検査し、表面が完璧で使用可能な状態であることを確認します。