
タングステンカーバイド摩耗部品とは何ですか?
タングステンカーバイド摩耗部品は、摩耗、衝撃、高温に耐えるように作られた部品です。
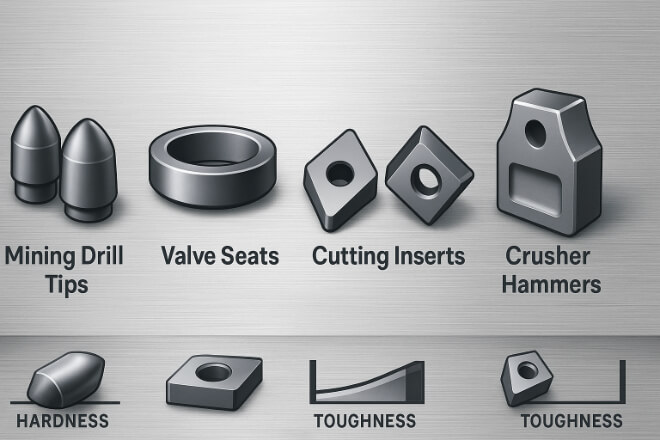
例としては、採掘ドリルの先端、破砕機のハンマー、バルブシート、切削インサートなどが挙げられます。
これらは粉末冶金と呼ばれる特殊な方法で製造されます。これにより、硬度、靭性、粒径を精密に制御することが可能になります。
原材料の選択
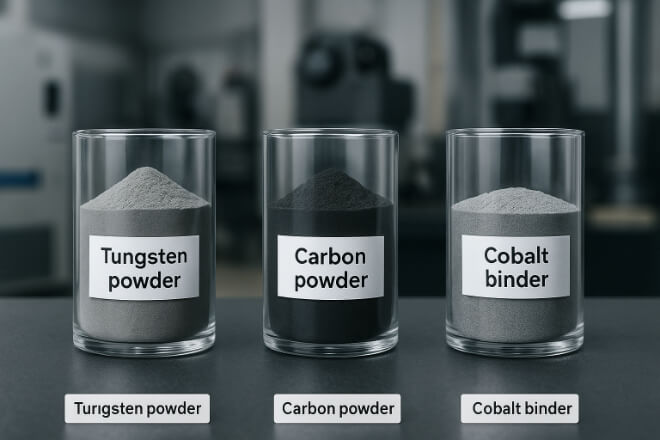
主な2つの材料は次のとおりです。
タングステン(W)—硬くて密度の高い金属。
炭素 (C) — タングステンと結合してタングステンカーバイド (WC) を形成します。
靭性を向上させるために、通常はコバルト (Co) またはニッケル (Ni) などの金属バインダーが追加されます。
品質の重要な要素:
タングステンおよびカーボン粉末の純度。
均一な粒子サイズで均一なパフォーマンスを実現します。
正しいバインダー比率。
粉末の準備

タングステンとカーボンの粉末は正確に測定されます。
これらはバインダー粉末と混合され、場合によっては少量の粒成長抑制剤と混合されます。
混合はボールミルまたはミキサーで行われ、次のことが保証されます。
粒子の均一な分布。
一貫した化学組成。
炭化

炭化は、タングステン粉末を炭素とともに加熱して炭化タングステン (WC) を生成するプロセスです。
これは、酸化を防ぐために制御された雰囲気下の高温炉で行われます。
粉末混合
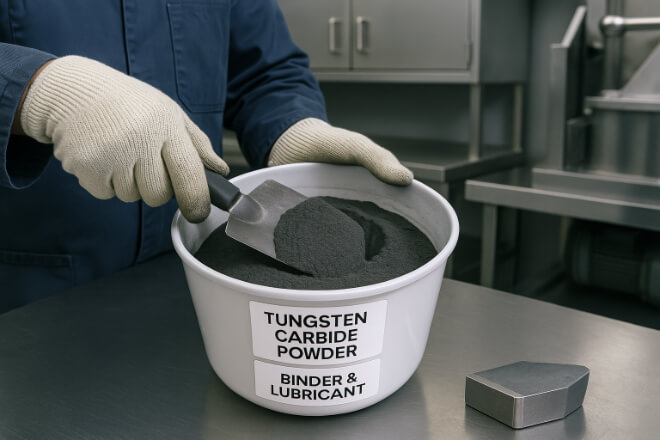
浸炭処理後、WC 粉末をバインダー粉末および潤滑剤と再度混合し、成形の準備をします。
このステップにより、機械的特性が意図された用途に適合していることが保証されます。たとえば、切削工具の場合は硬度が高く、衝撃工具の場合は靭性が向上します。
圧縮/プレス
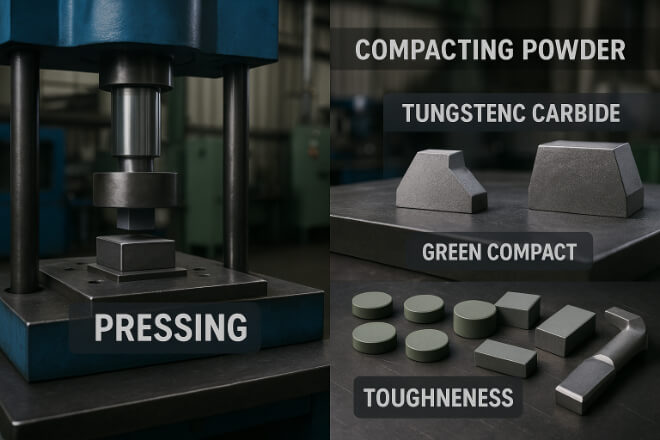
混合粉末は、以下の方法で目的の形状に圧縮されます。
一軸プレス - 単純な形状の場合。
冷間等方圧成形 (CIP) — 複雑な形状と均一な密度を実現します。
圧縮された部分はグリーンコンパクトと呼ばれますが、この段階ではまだ壊れやすい状態です。
予備焼結(オプション)

一部の部品は、最終焼結の前に潤滑剤を除去して取り扱い強度を向上させるために、低温で予備焼結されます。
焼結

焼結は最も重要な段階です。成形体は真空炉または雰囲気制御炉で最高 1,450 ~ 1,500°C の温度で加熱されます。
焼結中:
バインダーが溶けて炭化物粒子間の隙間を埋めます。
部品は約 20% 収縮しますが、強度と密度は最大限に高まります。
焼結後仕上げ

焼結後、部品は非常に硬くなりますが、仕上げが必要な場合があります。一般的な仕上げ方法:
研削 - 正確な寸法を実現します。
研磨 - 滑らかな表面を実現します。
コーティング(例:TiN、TiAlN) - 耐摩耗性を高めます。

製造品質が重要な理由
意思決定者にとって、品質の悪い部品によって生じるダウンタイムのコストは、購入価格よりも高くなることがよくあります。
厳格なプロセス管理、最新の設備、厳格な QC 基準を備えたメーカーを選択すると、パフォーマンスが向上し、耐用年数が長くなります。