
Why Commissioning Matters for Carbide-Faced Seals
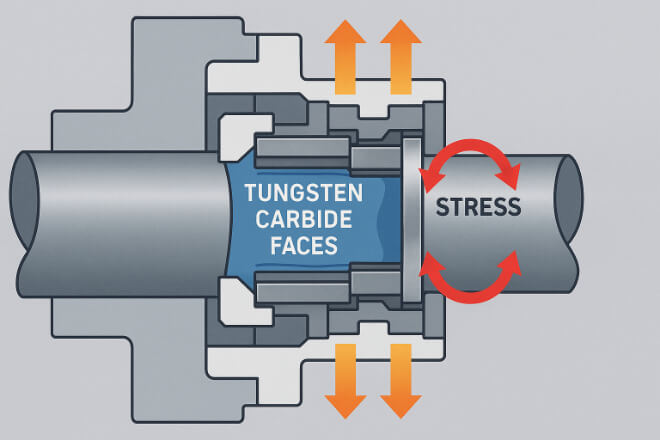
Carbide seals are built to handle hard conditions: abrasive slurries, high pressures, and continuous operation.
But the same 경도 that gives them long life also makes them brittle under stress.
If alignment is slightly off, or if the flush line isn’t working as designed, that stress concentrates on one edge of the seal.
The result? Micro-cracks, chipping, or uneven wear that leads to early leakage.
A short commissioning step — maybe an extra 30 minutes — can prevent downtime that costs thousands later.
It’s not just about checking boxes; it’s about protecting your investment.
Step 1: Alignment Check — Avoiding Edge Loading
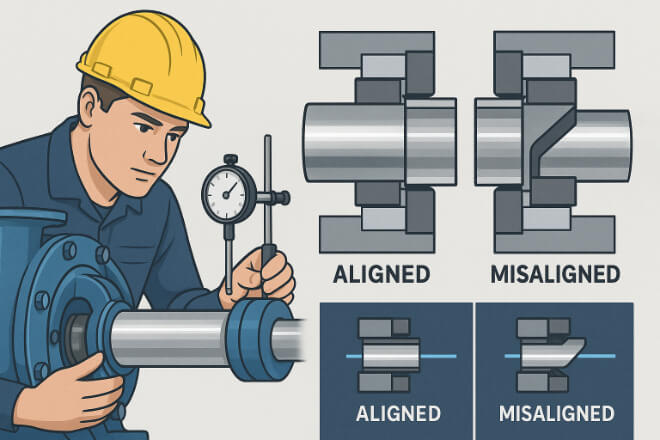
If the seal isn’t square with the shaft, everything else fails sooner or later. Alignment problems create edge loading — where one part of the carbide face carries more load than the rest.
1). What to Check
Shaft runout must be within spec (typically under 0.05 mm).
Seal gland should be square to the shaft.
Stationary and rotating faces should make even contact across the surface.
2). Why It Matters
Uneven contact produces local hot spots. For hard materials like tungsten carbide, that can quickly lead to cracking.
Once a chip forms, it usually spreads, and the seal starts leaking.
3). Field Tip
Before startup, rotate the shaft slowly by hand. Apply a thin coat of marking dye on the seal face — if the contact is even, you’ll see a full, uniform circle.
If it’s uneven, you’ll know before the machine ever spins at full speed.
Step 2: Flush System — Managing Heat and Cleanliness
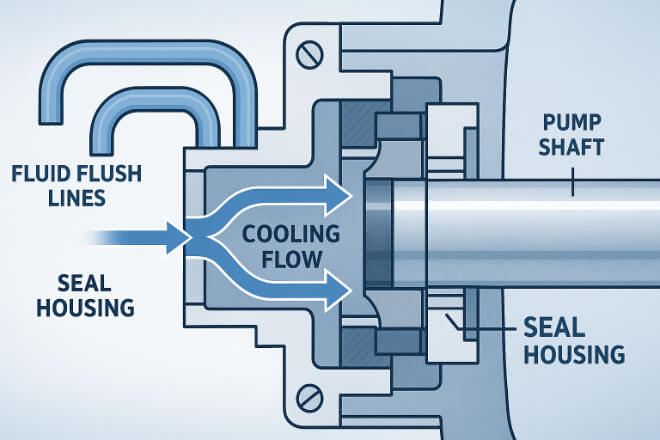
A flush line isn’t just a pipe with fluid running through it — it’s what keeps the seal faces cool, clean, and lubricated.
Without proper flow or pressure, carbide faces can overheat or run dry, leading to severe scoring or cracking.
1). What the Flush System Does
Carries away frictional heat from the seal faces.
Keeps out dirt and solid particles.
Maintains a thin, stable fluid film between the faces.
2). Checklist
Step 3: Face Load — Getting the Pressure Right
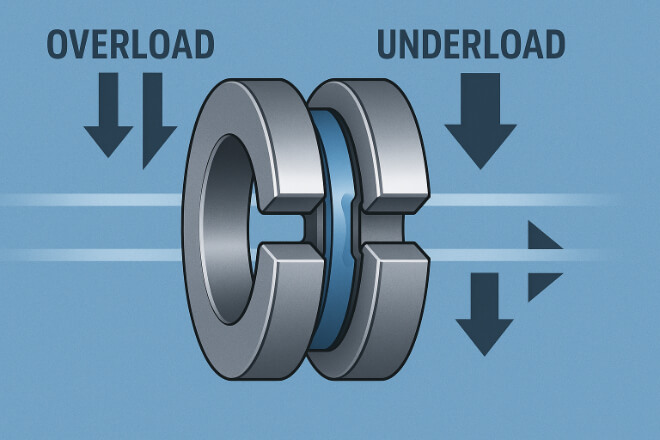
The face load (the closing force between faces) needs to be just enough to seal — no more, no less.
Too light, and it leaks. Too heavy, and you’ll see overheating and rapid wear.
Carbide faces are unforgiving in this area — excessive force can lead to surface fracture, while underloading causes dry contact.
1). How to Get It Right
Set spring torque exactly per the manufacturer’s spec.
Use the correct balance ratio (normally 0.65–0.75 for high-speed seals).
Verify static face contact pressure if possible (around 5–10 kg/cm²).
2). Symptoms of Wrong Face Load
Step 4: Final Checks Before Startup

This is the moment before you press the start button — where a quick double-check can save hours of troubleshooting later.
1). Checklist Before Running
Recheck shaft alignment and runout.
Confirm correct flush flow and pressure.
Verify rotation direction and coupling tightness.
Make sure the seal chamber is vented (no trapped air).
Pressurize slowly while watching for leaks.
Document everything — torque readings, flush pressure, temperature — and file it with the startup report. If something goes wrong later, that data becomes gold.
Step 5: Monitor the First Few Hours
Most seal problems appear during the first hours after startup. If the seal survives the break-in, it usually lasts a long time.
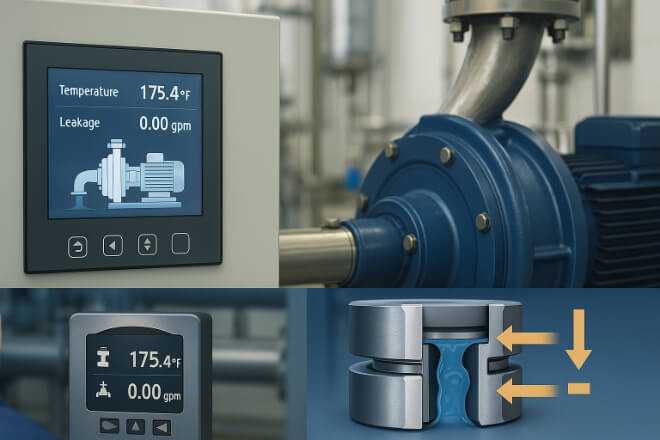
1). What to Watch
Small, steady leakage (a few drops/hour is fine)
Stable flush pressure and flow
Seal chamber temperature rise
Any unusual vibration or noise
2). Field Example
A food plant installed new tungsten carbide seals but skipped early monitoring.
After a few hours, one set overheated due to restricted flush flow. Once fixed, the next batch ran for over a year without a single leak.