
소결 온도는 텅스텐 카바이드(WC) 공구 생산에 있어서 중요한 요소이며 공구의 성능에 직접적인 영향을 미칩니다. 경도, 힘, 미세구조, 그리고 전반적인 성능. 이 글에서는 소결 온도의 의미, 경질 합금 생산에서 소결 온도의 역할, 그리고 정밀한 제어가 경질 합금 생산에 필수적인 이유를 살펴보겠습니다. 고품질 초경 공구.
https://www.retopz.com/wp-content/uploads/2025/06/Understanding-Sintering-Temperature-in-Tungsten-Carbide-Tool-Manufacturing.png
소결 온도가 중요한 이유
1. 미세구조 형성
소결 온도는 WC 입자의 입자 성장과 결합제 상의 분포를 제어합니다. 최적의 온도는 다음을 보장합니다.
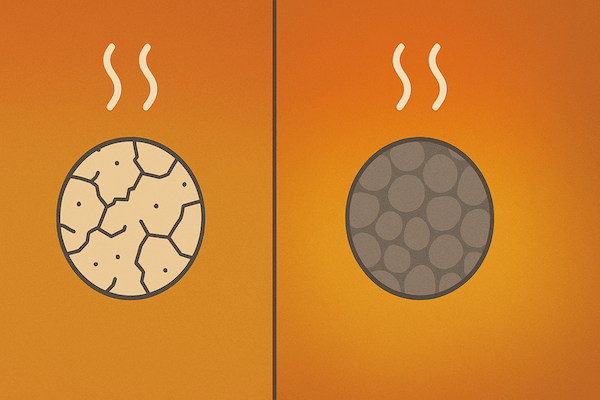
부적절한 소결(너무 낮거나 너무 높음)로 인해 다음과 같은 문제가 발생할 수 있습니다. 다공성결합력이 약하거나 입자가 과도하게 성장하는 등의 문제가 발생하여 공구 수명과 성능이 저하됩니다.
2. 기계적 특성
텅스텐 카바이드의 기계적 특성(예: 경도, 강인함, 그리고 내마모성—소결 온도와 밀접하게 연관되어 있습니다.
온도가 높을수록 입자의 결합은 강화되지만 입자의 거칠기로 인해 인성이 떨어질 수 있습니다.
낮은 온도에스 미세한 입자는 보존할 수 있지만, 밀도가 불완전하고 취성이 생길 수 있습니다.
이러한 요소의 균형을 맞추는 것은 광산 및 절삭 공구부터 정밀 마모 부품에 이르기까지 다양한 응용 분야에서 중요합니다.
3. 상 안정성
소결 온도에서 WC-Co 시스템은 세심하게 제어하지 않으면 에타(η) 상이나 유리 흑연과 같은 원치 않는 상을 형성할 수 있습니다. 정확한 소결 온도는 다음과 같은 이점을 제공합니다.
취성상 형성 방지
원하는 2상 WC 및 바인더 미세구조 유지
텅스텐 카바이드 공구 생산에서의 소결
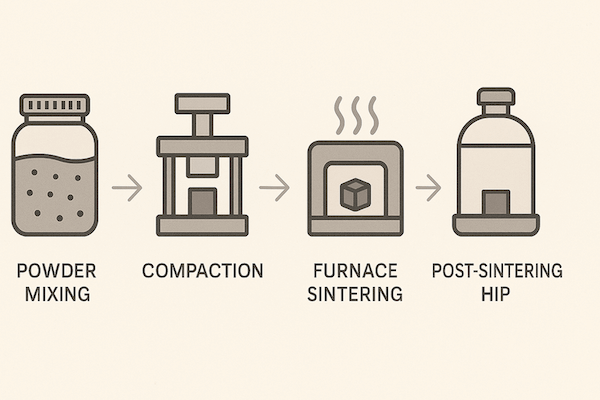
현대에는 텅스텐 카바이드 공구 제조소결은 마지막 단계이자 가장 많은 에너지를 소모하는 단계입니다. 주요 단계는 다음과 같습니다.
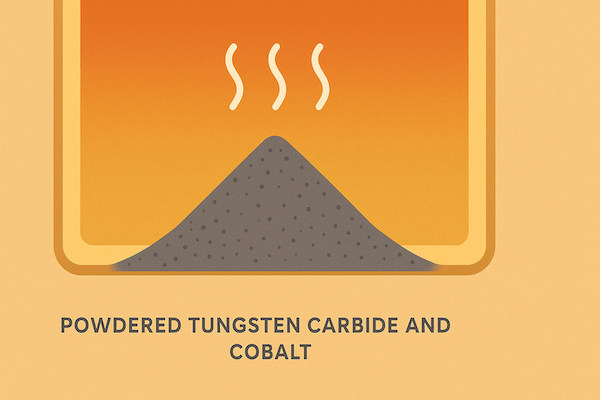
분말 혼합 – WC 분말은 VC 또는 Cr₃C₂와 같은 입자 성장 억제제와 함께 코발트나 다른 결합제와 혼합됩니다.
압축 – 혼합물을 원하는 모양(예: 블랭크, 인서트)으로 압축합니다.
소결 – 녹색 컴팩트는 제어된 온도에서 진공 또는 수소 분위기에서 소결됩니다.
소결 후 처리 – HIP(열간 등방 가압)와 같은 2차 공정을 적용하여 내부 기공을 제거할 수 있습니다.
소결 온도는 재료 등급, 도구 형상, 성능 요구 사항에 따라 최적화해야 합니다.
결론
소결 온도는 고성능 제조에 있어 기초적인 역할을 합니다. 텅스텐 카바이드 도구이는 최종 제품의 물리적 특성, 수명 및 일관성을 결정합니다. 고급 카바이드 생산업체는 엄격한 온도 제어 시스템, 정교한 용광로, 그리고 실시간 모니터링을 활용하여 최적의 소결 결과를 달성합니다. 이 핵심 매개변수를 이해하고 관리함으로써 텅스텐 카바이드 공구는 금속 가공부터 현대 산업의 엄격한 요구 사항까지 충족할 수 있습니다. 절단 그리고 채광 에게 전자제품 그리고 항공우주.