
Challenges in Wastewater and Chemical Applications
1). Wastewater Systems
Abrasive solids such as sand, grit, and sludge damage seals
Variable pH levels cause corrosion
Continuous operation leads to wear and fatigue
2). Chemical Equipment
Pumps and mixers face acids, solvents, and alkalis
High temperatures speed up corrosion and wear
Safety demands leak-free performance in hazardous environments
Ordinary seal materials like stainless steel or carbon rings fail quickly.
Tungsten carbide provides the strength needed to survive these harsh environments.
Why Tungsten Carbide Seal Rings Are Ideal

1). Wear Resistance
Tungsten carbide is almost as hard as diamond. It resists scratches and abrasion from solid particles in wastewater.
Nickel-bonded tungsten carbide performs well against acids, alkalis, and seawater—perfect for chemical and wastewater applications.
3). Toughness and Strength
Cobalt-bonded tungsten carbide survives shock loads and pressure changes common in pumps and mixers.
4). Thermal Stability
Seal rings keep their hardness even in hot chemical processes.
5). Long Service Life
Fewer replacements and less downtime reduce long-term costs.
Applications in Wastewater Equipment
1). Pumps
Seal rings in wastewater pumps face sand, sludge, and grit. Tungsten carbide provides durability and leak protection.
2). Mixers
Mixers in treatment plants operate continuously. Polished tungsten carbide seal rings reduce friction and extend life.
3). Valves
Valves exposed to contaminated water rely on tungsten carbide rings to maintain tight sealing.
Applications in Chemical Equipment
1). Chemical Pumps
Seal rings resist acids and solvents that destroy weaker materials.
2). Compressors
Gas compressors in chemical plants run at high speed and heat. Tungsten carbide seal rings reduce friction and improve reliability.
3). Reactors and Agitators
Custom seal rings prevent leaks in reactors handling hazardous chemicals, protecting workers and equipment.
Benefits for Industry

Stronger Reliability: Survive both abrasion and corrosion
Improved Safety: Prevent leaks in hazardous systems
Cost Savings: Longer service life cuts maintenance costs
Efficiency: Machines run smoother with less friction
Compliance: Support environmental and safety regulations
Case Studies
1). Wastewater Treatment Plant
Switching from stainless steel to tungsten carbide seal rings reduced failures by 60% in sludge pumps.
2). Chemical Refinery
Nickel-bonded tungsten carbide rings resisted acid attack, doubling service life in chemical mixers.
3). Industrial Water Recycling
Pumps with tungsten carbide rings lasted longer when handling abrasive sand in recycled water.
How to Select the Right Tungsten Carbide Seal Ring
1). Binder Choice:
Nickel for corrosive chemicals or seawater
Cobalt for heavy load and shock
2). Surface Finish:
Polished rings for high-speed systems
Coated rings for extra wear protection
3). Operating Conditions:
Consider pH level, temperature, and pressure
4). Supplier Quality:
Choose ISO-certified suppliers with proven experience
Maintenance and Replacement Strategy
Inspect regularly for cracks, scratches, or wear
Replace seals before total failure
Keep spare parts in stock for critical pumps
Recycle worn tungsten carbide to reduce costs
Cost and ROI Considerations
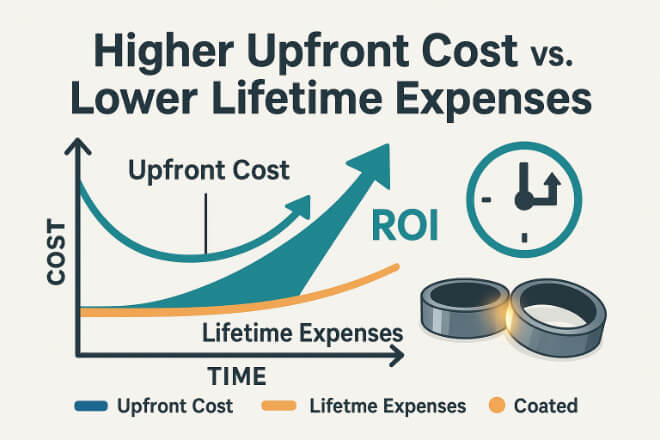
Higher initial cost than steel or graphite seals
Lower replacement frequency
Fewer shutdowns and repair costs
Safer and more reliable operations
Stronger long-term return on investment