
When to Consider Regrinding or Refurbishment

Not every worn bushing needs replacement. If the core material is intact and the damage is limited to surface wear, regrinding is often the smarter choice.
You should consider regrinding when:
The inner or outer surface shows minor wear but no cracks.
The dimensional deviation is within 0.1 mm.
Surface roughness has increased but remains even.
There are no fractures or binder leaching marks.
Refurbishment helps restore the original geometry, surface finish, and clearance tolerance — extending service life by 50–80%.
Initial Inspection and Damage Assessment

Before any regrinding process, a detailed inspection must be done to assess the bushing’s condition.
Step 1: Visual Inspection
Check for visible wear, grooves, or discoloration. Cracks or deep pitting usually mean replacement, not repair.
Step 2: Dimensional Check
Use micrometers or bore gauges to measure inner diameter (ID), outer diameter (OD), and concentricity. Compare with design drawings.
Step 3: Hardness and Microstructure
Measure Rockwell độ cứng (HRA scale). Typical tungsten carbide bushings should read 87–91 HRA. Lower hardness suggests binder degradation.
Step 4: Magnetic and Dye Penetrant Testing
Used to detect subsurface cracks before regrinding.
Preparation Before Grinding
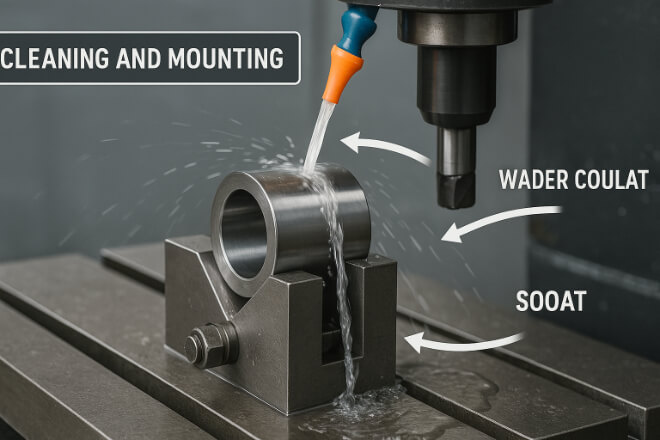
To achieve precision, cleaning and fixturing are key steps before regrinding.
1). Cleaning:
Remove oil, grease, and oxide film using ultrasonic cleaning.
Avoid aggressive acids that attack cobalt or nickel binders.
2). Mounting:
Secure the bushing concentrically using a precision V-block or soft jaw chuck.
Ensure stable alignment to prevent taper or eccentric wear.
3). Marking Reference Points:
Mark axial and radial orientation to maintain geometry consistency.
Proper preparation ensures the bushing can be ground evenly and within tolerance.
Lapping and Polishing

After regrinding, lapping and polishing restore surface smoothness and dimensional precision.
1). Lapping Steps:
Use a cast-iron or copper lap plate.
Apply diamond slurry (1–3 µm) with consistent motion.
Rotate both lap plate and bushing to achieve uniformity.
2). Polishing Steps:
Use colloidal silica or alumina slurry on a soft pad.
Aim for a mirror finish of Ra 0.05–0.1 µm.
This final step improves friction behavior and enhances khả năng chống mài mòn.
Coating and Surface Protection (Optional)
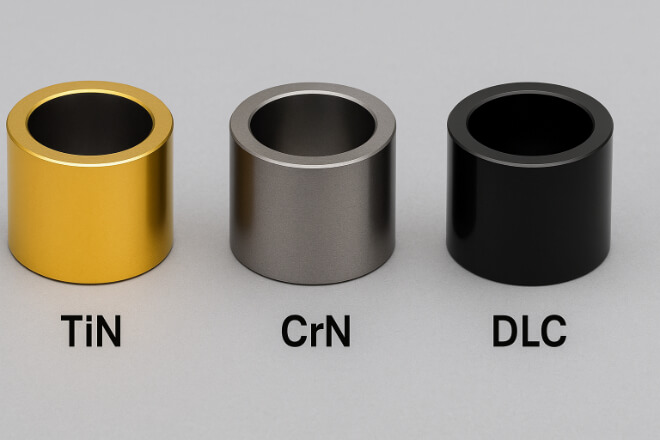
In high-corrosion or abrasive environments, consider applying protective coatings after refurbishment.
Common coatings include:
Titanium Nitride (TiN): Improves độ cứng and oxidation resistance.
Chromium Nitride (CrN): Provides excellent khả năng chống ăn mòn.
Diamond-like Carbon (DLC): Reduces friction and extends wear life.
These coatings help delay future wear, making regrinding a longer-lasting investment.
Economic and Environmental Benefits

Refurbishing tungsten carbide bushings is both cost-efficient and eco-friendly:
Cost Savings: 40–70% compared to new bushings.
Shorter Lead Time: Refurbishment takes days, not weeks.
Reduced Waste: Minimizes scrap carbide and energy use.
Sustainability: Supports circular manufacturing principles.
Many companies now include regrinding programs as part of their maintenance strategy.