
What Is Cutting Speed?
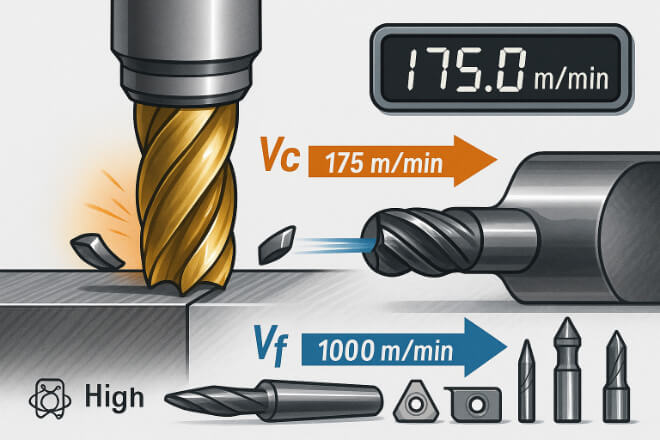
Cutting speed is the speed at which the cutting edge of the tool moves across the material surface. It is usually measured in meters per minute (m/min) or surface feet per minute (SFM).
The faster the cutting speed, the more material the tool can remove in a given time—but also the more heat it generates.
For tungsten carbide tools, cutting speed is generally higher than for high-speed steel tools, thanks to carbide’s excellent heat resistance and độ cứng.
Why Tungsten Carbide Can Handle High Speeds
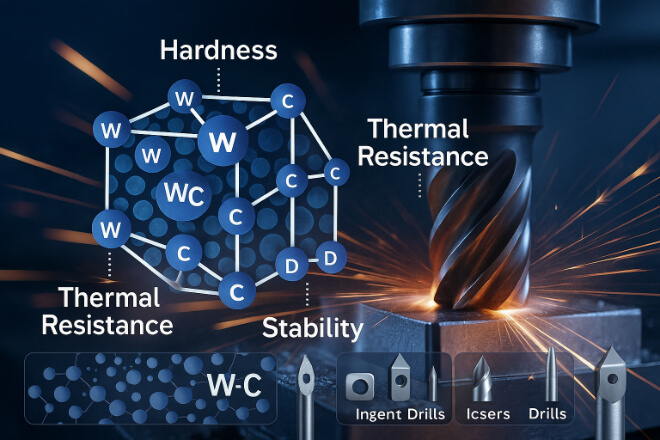
Tungsten carbide is a super-hard material made by combining tungsten and carbon atoms, often with a cobalt binder. Its unique structure offers:
Cao độ cứng at elevated temperatures
Good dimensional stability
Low thermal expansion
Because of these features, carbide tools can maintain sharp edges and perform well at high speeds—even under tough machining conditions.
Factors That Affect Cutting Speed
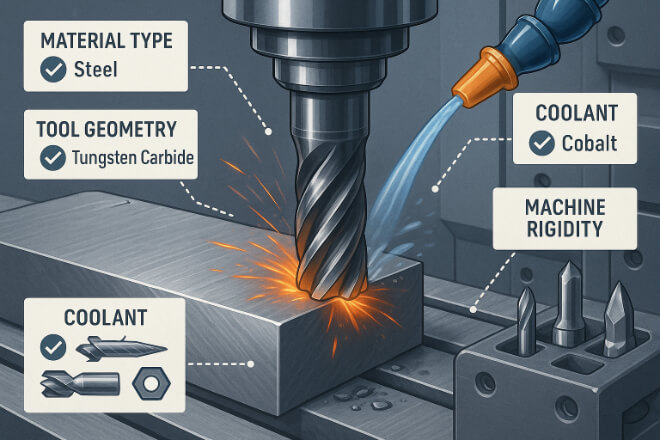
Before jumping into numbers, remember that cutting speed is not fixed. It depends on:
Material of the workpiece: Harder materials require slower speeds.
Tool geometry: Sharp angles and small diameters may need speed adjustments.
Coolant/lubrication: Better cooling often allows higher speeds.
Machine rigidity: More rigid machines can handle faster speeds without vibration.
Type of operation: Roughing vs finishing passes have different needs.
Tool coating: Coated tools like TiAlN or CVD diamond resist heat better, supporting higher speeds.
Cutting Speed vs Feed Rate: Don’t Mix Them Up
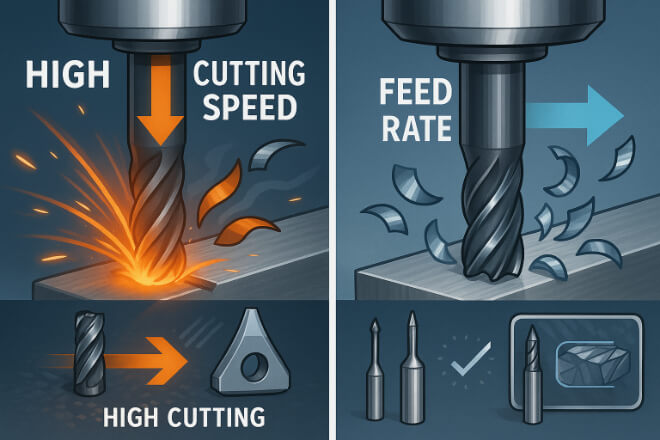
While cutting speed measures how fast the cutting edge moves, feed rate is how much the tool advances per revolution or per minute.
Higher cutting speeds = Faster material removal, more heat
Higher feed rates = Thicker chips, more tool pressure
To avoid problems like tool breakage or chatter, you need the right balance between speed and feed.
Start in the mid-range, and adjust based on tool wear, finish quality, and machine sound.
Tips to Optimize Cutting Speed for Carbide Tools
Want smoother, faster, and longer-lasting results? Try these tips:
Always follow manufacturer’s speed guidelines
Use coated carbide tools for tough materials
Keep your machine rigid and well-maintained
Use proper coolant or misting where needed
Do trial cuts and fine-tune based on chip color and finish
Pro tip: Bright silver or blue chips usually indicate a good cut. Dull or burnt chips mean trouble.
High-Speed Machining (HSM) with Carbide

Tungsten carbide tools are perfect for High-Speed Machining (HSM). This technique uses high spindle speeds and light cutting loads to increase efficiency.
Benefits of HSM with carbide tools include:
Faster cycle times
Lower cutting forces
Reduced thermal deformation
Better finishes and tighter tolerances
However, HSM only works if your tool, material, and machine are compatible. You may need dynamic balancing and vibration control.