
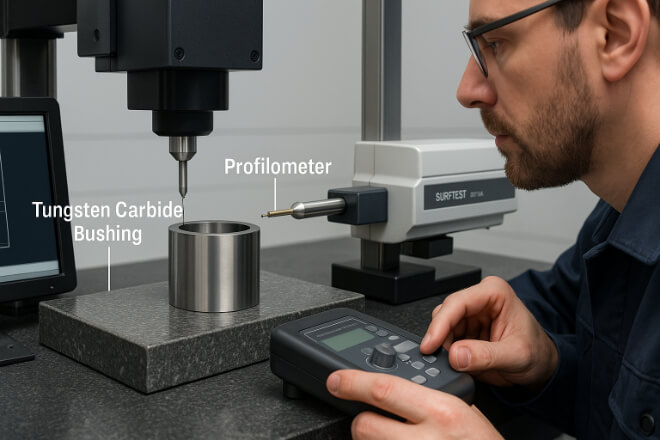
尺寸公差和精度要求

更严格的公差和更光滑的表面处理都会增加加工时间和刀具磨损。.
公差为±0.002毫米或表面抛光为镜面的衬套需要多次研磨和检验步骤。.
如果客户指定 Ra 为 0.05 µm 或更高,则需要使用金刚石浆料进行研磨并进行多次测量循环——所有这些都会增加成本,但会提高性能和可靠性。.
订单数量和定制
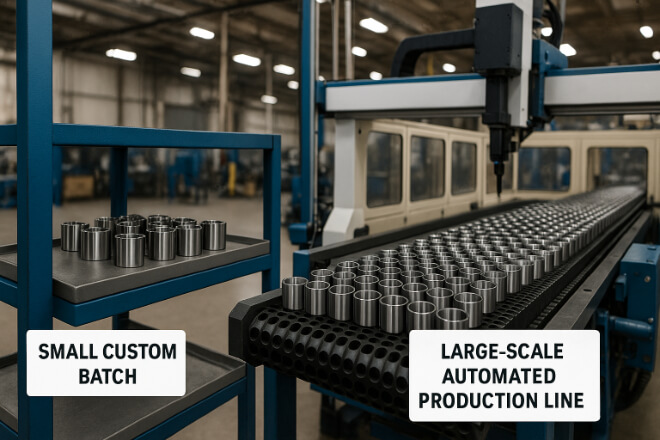
批量生产利用规模经济效应降低单位成本。.
小订单或定制设计需要专用工具、编程和设置——这会增加单位成本。.
导致成本上升的因素包括:
定制几何形状或特殊孔型
非标准外径或壁厚
小批量原型(50 件以下)
紧急或加急送货请求
较大的、经常性的订单使供应商能够摊销模具成本并优化生产计划,从而降低成本高达 30%。.
物流、原产地和供应商因素
最终成本还取决于衬套的产地和运输方式。.
生产地点:各国劳动力和能源成本不同。.
运费和关税:出口关税和长途运输会增加成本。.
交货周期:更快的周转速度或空运会增加物流成本。.
供应商能力:拥有内部烧结和研磨设备的成熟硬质合金制造商可以提供比贸易商或经销商更优惠的价格。.
采购时,买家应该比较总到手成本,而不仅仅是出厂价。.
长期价值与初始价格
有时,最低的初始价格会导致更高的后续成本。.
价格较低的衬套磨损速度快,会导致频繁停机、密封泄漏或轴磨损,从而造成更高的维修费用。.
选择表面处理和涂层合适的优质硬质合金,可以使使用寿命延长一倍,从而降低总运营成本。.
对于决策者而言,目标不是购买最便宜的产品,而是购买长期来看最具成本效益的产品。.