
为什么磨料颗粒尺寸对碳化钨衬套很重要
当硬质颗粒在轴和轴套表面之间滑动时,就会发生磨粒磨损。碳化钨硬度极高,但当颗粒足够大时,它们就会像切削刀具一样磨损轴。.
1)颗粒越大,磨损越快
大颗粒会造成更深的划痕
它们会破坏润滑膜。
它们会增加摩擦和热量
2)微小颗粒仍然有害
即使是细小的颗粒也能缓慢但持续地去除材料,尤其是在高速运转或边界润滑的情况下。.
颗粒尺寸如何影响磨损机制
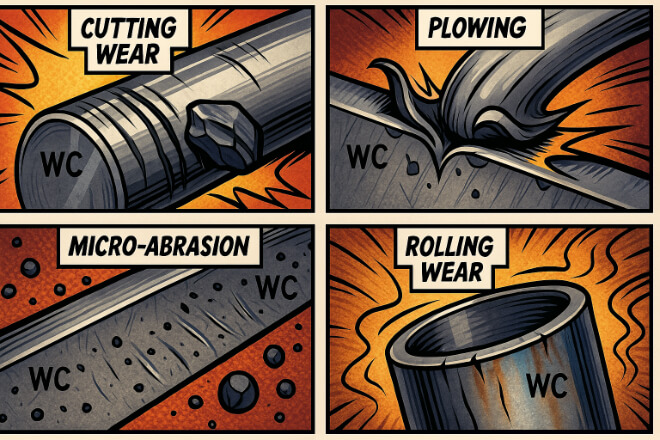
磨粒磨损并非单一机制——它会随着颗粒尺寸的变化而变化。 硬度. WC衬套通常会遇到以下情况:
切削磨损:大颗粒直接切削表面。.
犁耕磨损:中等大小的颗粒将物料推到一边,形成脊状物。.
微磨损:细小颗粒形成非常细微的划痕。.
滚动磨损:圆形颗粒滚动而不是切割,从而降低磨损率。.
颗粒硬度如何影响磨损程度

颗粒大小只是影响因素之一。硬度决定了颗粒切割碳化钨的难易程度。.
硬度对比(典型值)
硅砂:1100–1200 HV
氧化铝:1500–2000 HV
碳化钨:1600–2000 HV
当颗粒接近或超过WC时 硬度, 磨损变得更加严重。.
浓度:为什么即使是微小颗粒在大量存在时也会变得危险

单个颗粒可能不会损坏 WC 衬套,但数百万个颗粒不断穿过缝隙,其作用就像喷砂系统一样。.
高浓度导致的后果:
每秒粒子撞击次数更多
润滑油膜更快破裂
表面温度升高
加速磨损沟槽形成
高速泵和搅拌器对颗粒浓度特别敏感。.
如何减少碳化钨衬套的磨损

减少磨损并不总是需要重新设计系统。通常,一些小的工艺改进就能产生巨大的影响。.
关键策略
安装更好的过滤装置或沉淀物收集器
减少间隙以限制颗粒物进入
选择硬度更高的碳化钨
使用光滑、抛光良好的轴表面
改善润滑流量
避免泵气蚀,因为泵气蚀会将颗粒物吸入间隙中。