

2. 韧性是什么?它为何重要?

韧性 is the ability of a tool to absorb impact or shocks without cracking or breaking. While hardness helps a tool stay sharp, toughness helps it survive harsh conditions, like:
间断切割
重铣削
加工过程中的振动
- 刀具与材料中的硬质夹杂物发生碰撞
如果刀具硬度过高,韧性不足,则在切削过程中可能会崩刃或断裂。另一方面,韧性刀具虽然不易断裂,但如果硬度不够,则可能会磨损得更快。
这就是为什么找到正确的平衡如此重要。
4.什么影响硬质合金刀具的硬度和韧性?
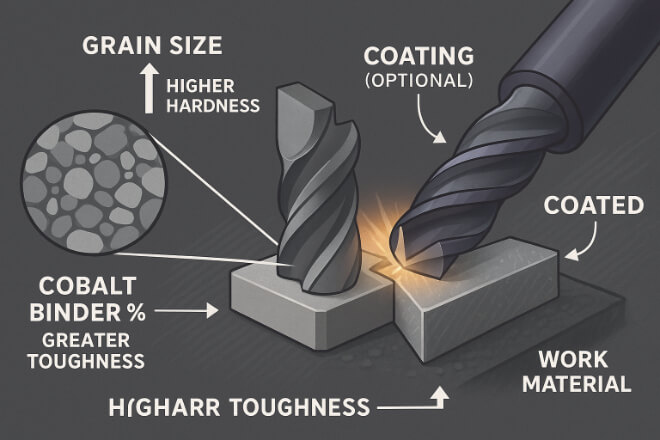
碳化钨微观结构中的几个因素决定了其硬度和韧性,包括:
1). 晶粒尺寸
细晶粒=硬度更高,韧性更低
粗晶粒=韧性更高,硬度更低
2). 钴粘结剂含量
钴含量较低(4-6%)= 更硬,但更脆
- 钴含量更高(10-15%)= 更坚韧,但更软
3). 添加剂和涂料
添加剂可以提高耐磨性或抗冲击性
- 涂层(如 TiAlN 或 DLC)可增加表面硬度,而不会使芯部变脆
工具设计师会调整这些变量来满足您的需求。
6. 选择切削刀具时应避免的错误
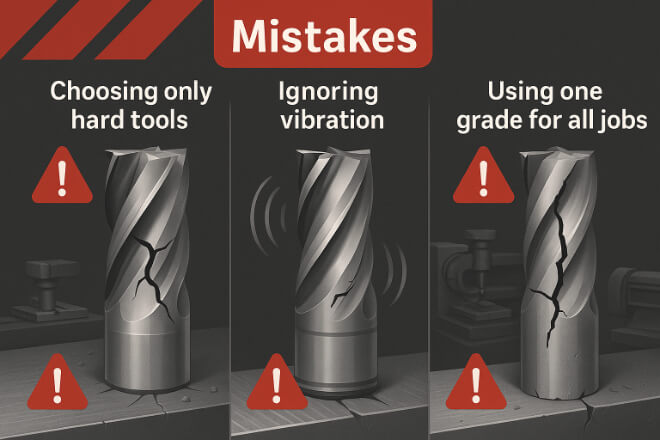
决策者常犯的一些错误:
1). 总是选择最难的工具
硬度越高并不一定越好。如果切口粗糙或不连续,硬度过高可能会导致裂纹。
2). 忽略机器状况
老旧或不稳定的机器可能会震动。如果工具不够坚固,就会过早损坏。
3). 所有东西都使用一个等级
不同的材料和工序需要不同的硬质合金牌号。使用同一种刀具进行各种加工会缩短刀具寿命。
7. 如何在实际应用中检查工具性能

不要仅仅依赖实验室的规格。您可以使用以下指标来监控工具的实际性能:
刀具寿命(每个刀具的时间或零件数)
表面光洁度质量
每班换刀次数
切屑形成和颜色
出现碎裂或微裂纹的迹象
如果您的工具磨损太快或损坏,您可能需要更坚固的等级。
如果它们变钝得太快,请考虑使用更硬的材料或更好的涂层。
9. 涂层在平衡硬度和韧性中的作用
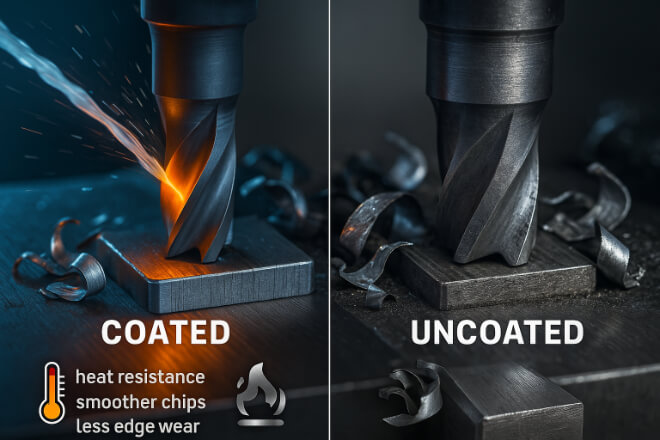
涂层有助于减少硬度与韧性之间的矛盾。例如:
TiAlN:增加耐热性和耐磨强度
DLC:减少摩擦和积屑瘤
CVD 金刚石:非常适合切割非金属或磨料复合材料
涂层工具具有坚硬的表面以耐磨损,并具有坚韧的核心以吸收冲击。
如果您的工具磨损太快或崩裂太频繁,涂层选择会产生很大的作用。