
اختيار المواد الخام
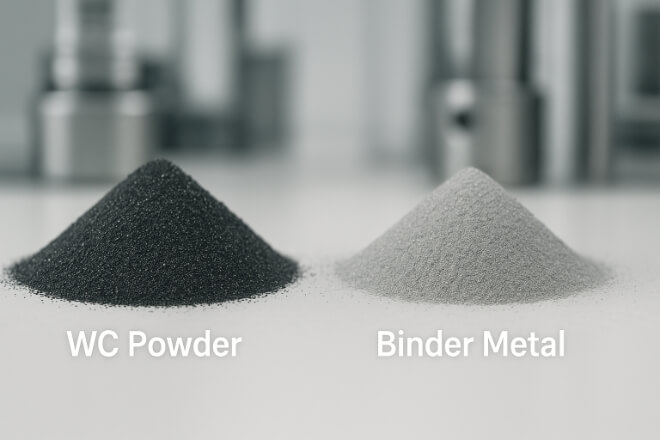
تبدأ العملية باختيار الخيار المناسب مسحوق كربيد التنجستن (WC) ومعدن الربط. أكثر مواد الربط شيوعًا هي الكوبالت (Co) والنيكل (Ni).
تؤثر نسبة التوليف صلابة, صلابة، و مقاومة التآكل. تُستخدم المساحيق ذات الحبيبات الدقيقة في صناعة البطانات التي تحتاج إلى قوة عالية وتشطيبات سطحية لامعة.
1) التركيب الشائع للمسحوق
خلط المساحيق وتجانسها
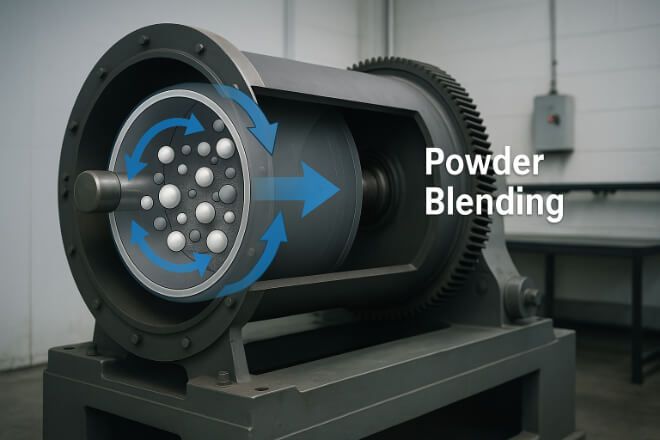
تُخلط المساحيق المختارة في مطحنة كروية مع كمية صغيرة من الإيثانول أو البارافين كمادة رابطة سائلة. والهدف هو تحقيق توزيع متجانس للجسيمات.
تضمن هذه الخطوة أن يكون للكربيد النهائي خصائص متجانسة كثافة والخواص الميكانيكية في جميع أنحاء الجزء.
المدة: 24-48 ساعة
النتيجة: مسحوق ناعم ومتجانس جاهز للضغط
التجفيف بالرش والتحبيب
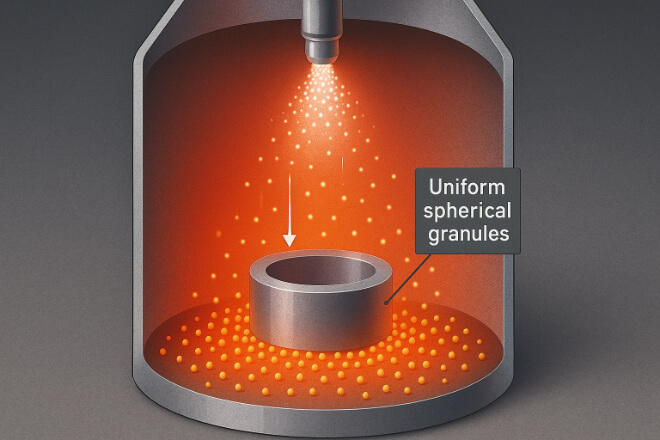
يتم تغذية الخليط السائل إلى مجفف رذاذ، حيث يحوله الهواء الساخن إلى حبيبات كروية حرة التدفق.
يسهل ضغط هذه الحبيبات والحفاظ على قوامها المتجانس كثافة أثناء عملية الرص.
تساهم هذه الخطوة في تجنب الانفصال وتساعد على تحقيق انكماش موحد أثناء عملية التلبيد لاحقاً.
التلبيد - تحويل المسحوق إلى معدن صلب

يتم وضع الحلقات الخضراء في فرن تلبيد فراغي أو هيدروجيني وتسخينها إلى حوالي 1350-1500 درجة مئوية.
خلال هذه المرحلة:
ينصهر المعدن الرابط ويربط حبيبات كربيد التنجستن.
ال المسامية يختفي.
كثافة تصل قيمتها النظرية إلى أكثر من 99%.
يبلغ الانكماش أثناء التلبيد حوالي 18-22%، ولهذا السبب يعد التحكم الدقيق في الأبعاد أثناء الضغط أمرًا ضروريًا.
بعد عملية التلبيد، تصبح البطانات صلبة للغاية وجاهزة للتشغيل الخشن.
التشغيل الخشن والتشطيب

بعد عملية التلبيد، تصبح الجلبة صلبة بما يكفي لتتطلب أدوات ماسية للتصنيع.
تُشكل عملية الطحن الخشن الأقطار الخارجية والداخلية.
تُحقق عملية الطحن الدقيق دقة أعلى في التفاوتات.
يتم الحفاظ على مركزية واستدارة الجلبة في حدود الميكرونات.
تحدد هذه المرحلة الشكل الهندسي النهائي قبل تشطيب السطح.
العلاج الحراري لتخفيف التوتر
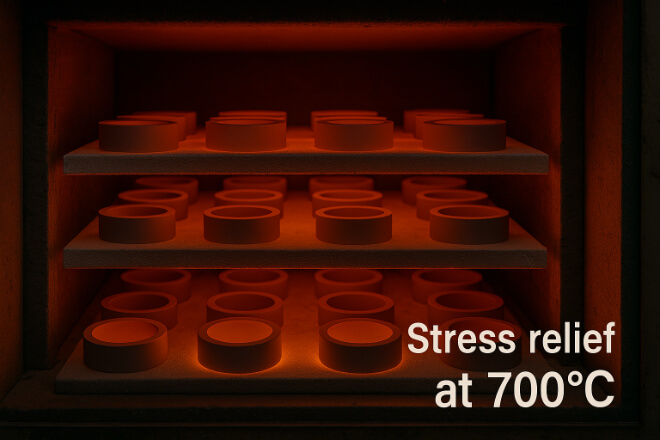
تتم إزالة الإجهادات المتبقية من عملية الطحن من خلال التلدين بدرجة حرارة منخفضة (600-800 درجة مئوية).
وهذا يمنع حدوث تشققات دقيقة وتشوه الأبعاد في المراحل اللاحقة، مما يضمن الحفاظ على استواء الجلبة أثناء التشغيل.
التلميع والصقل

تُنتج هذه الخطوة الأسطح الملساء كسطح المرآة التي تشتهر بها جلبات كربيد التنجستن.
باستخدام المواد الكاشطة الماسية وآلات الصقل الدقيقة، يتم تقليل خشونة السطح إلى Ra ≤ 0.05 ميكرومتر.
يضمن التلميع ما يلي:
احتكاك ضئيل بين الأجزاء المتحركة
عمر طويل للفقمة
استقرار أفضل لطبقة السائل
التنظيف والتعبئة والتغليف

قبل الشحن، يتم تنظيف كل جلبة بالموجات فوق الصوتية باستخدام الماء منزوع الأيونات أو الكحول لإزالة الزيت والجسيمات.
بعد التجفيف، يتم تغليفها في عبوات مفرغة من الهواء مضادة للكهرباء الساكنة لمنع التآكل وتلوث الغبار.
وهذا يضمن وصولها جاهزة للتركيب في التطبيقات النظيفة أو الدقيقة، بما في ذلك المضخات والضواغط والتوربينات.