
1. 超硬切削工具にとってコーティングが重要な理由とは?

炭化タングステンはそれ自体でも丈夫だが、コーティングを施すことでさらに強度を高めることができる。.
工具が驚異的なスピードで動作し、超高温に耐えながら、ステンレス鋼のような硬い材料を削り取っていく様子を想像してみてください。.
超硬合金でさえ、圧力下では補助が必要となる。そこでコーティングの出番となるのだ。.
これらのコーティングは、工具の表面に極薄の保護膜を形成します。これにより、工具の切れ味を長持ちさせ、耐熱性を高め、摩擦を軽減します。.
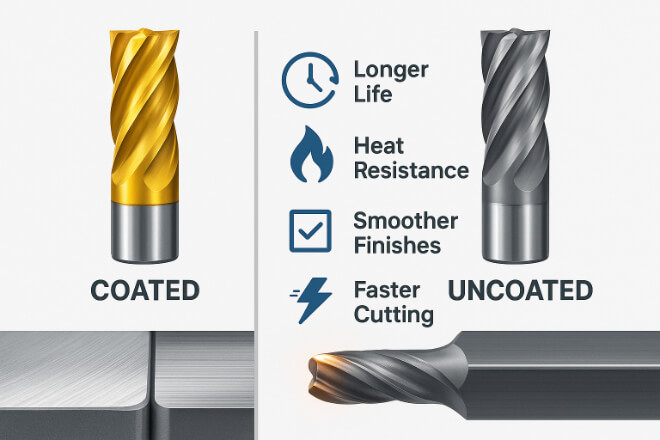
コーティングを施すことで、工具寿命の延長、より滑らかな切削、そして工具故障によるトラブルの軽減といったメリットが得られます。コーティングは、低コストで大きな効果をもたらすアップグレードだと考えてください。.
コーティングは、熱、摩耗、そして表面仕上げを損なうような粘着性の物質の蓄積に対処するのに特に効果的です。コーティングによって工具が保護されるため、生産を中断することなくスムーズに進めることができます。.
2.工具コーティングの主な利点
コーティングによって超硬工具の性能が向上する仕組みを、複雑にすることなく解説します。
1) 工具寿命の延長
工具のコーティングは鎧のようなものです。直接的な摩耗を軽減するため、工具の切れ味が鈍くなるのを遅らせることができます。.
これは、工具交換の回数が減り、加工精度が向上することを意味します。.
そして、そのメリットは?ダウンタイムの削減です。工具の交換や設定の再調整を頻繁に行う必要がなくなれば、作業場はよりスムーズかつ効率的に稼働します。.
2) 耐熱性の向上
高速切削は文字通り高温になる。コーティングは、工具が熱に耐え、切れ味を失わないようにするのに役立つ。.
これは、乾式加工を行う場合や、熱に弱い金属を扱う場合に特に役立ちます。.
一部のコーティング剤は、極端な高温にも耐え、ひび割れや軟化を起こしません。つまり、焦げ付きが少なくなり、より良い仕上がりになります。.
3) 摩擦の低減
滑らかなコーティングは抵抗を低減します。工具が材料をよりスムーズに通過するため、切りくずがきれいになり、振動も少なくなります。.
これは切断品質を向上させるだけでなく、機械の寿命を延ばすことにもつながります。力が弱まれば、あらゆるものにかかる負担も軽減されるからです。.
4) 表面仕上げの改善
粗い部品をやり直すのは誰にとっても嫌な作業です。コーティングされた工具を使えば、機械から取り出した時点で既にきれいな仕上がりになるため、研磨や研削の手間が省けます。.
それは時間と労力を節約します。特に次のような業界では 航空宇宙 または 医学, 表面品質が非常に重要な場面。.
5) 加工速度の向上
工具の温度上昇を抑え、切れ味を維持できれば、機械の性能を最大限に引き出すことができます。コーティングされた工具を使用すれば、工具を消耗させることなく、送り速度や主軸回転速度を上げることが可能です。.
スピードが上がれば、1時間あたりの部品生産量も増える。誰だってそれを望むだろう?
3. タングステンカーバイド工具によく用いられるコーティングの種類

コーティングの種類によって特性は異なります。ここでは、代表的なコーティングの種類を詳しく見ていきましょう。
1) TiN(窒化チタン)
定番のゴールドカラー。万能性に優れています。摩擦を軽減し、多少の耐摩耗性も備えています。軟鋼や基本的な作業に最適です。.
2) TiAlN / AlTiN(チタンアルミニウム窒化物)
色は濃く、丈夫です。高温に強く、乾式切断や高速切断に最適です。ステンレス鋼やチタンの切断に理想的です。.
3) TiCN(チタン炭窒化物)
TiNよりも強度が高い。鋳鉄や硬鋼など、より耐久性の高い素材に最適。高価なオプションに手を出さずに、さらなる耐久性が必要な場合に役立ちます。.
4) DLC(ダイヤモンドライクカーボン)
非常に滑らかで、摩擦が極めて低い。材料がくっつきません。アルミニウムやプラスチックの加工に最適です。切削屑をきれいに排出します。.
5) CVDダイヤモンドコーティング
複合材やグラファイトのような粗い素材には、このコーティングが最適です。これは業界で最も硬いコーティングで、他のコーティングではすぐに劣化してしまうような研磨切削作業に最適です。.
4. PVDとCVD:2つの一般的なコーティング方法

コーティングを施す主な方法は、PVDとCVDの2種類です。.
1). PVD(物理蒸着)
低温で処理するため、工具が歪むことはありません。コーティングは薄くて鋭利なので、精密作業に最適です。.
高速回転工具、ドリル、または刃先の精度が重要な小型カッターに使用する場合に適しています。.
2)CVD(化学蒸着)
厚みがあり、非常に丈夫です。研磨材にも耐えられます。ただし、鋭利な刃先が少し鈍くなる可能性があります。.
大型フライス加工や鋳鉄旋削加工に最適です。PVDよりも耐久性に優れています。.
どちらにもそれぞれの利点があります。切るものや切るスピードに応じて選びましょう。.
5. コーティングされた工具とコーティングされていない工具は、それぞれどのような場合に使い分けるべきか?

コーティングされた工具は一般的に優れた選択肢ですが、常にそうとは限りません。プラスチックやアルミニウムなどの柔らかい素材を扱う場合、コーティングがべたついたり、仕上げに悪影響を与えたりすることがあります。.
とはいえ、高速かつ高摩耗が予想される作業には、コーティングされたものを選ぶべきだ。これは当然の選択だ。.
コーティングされていない工具は、超精密な作業や軟質材料の仕上げ加工には適していますが、ほとんどの作業においてはコーティングされた工具の方が優れています。コーティングされた工具は耐久性が高く、性能も優れており、作業効率も向上します。.
7. 適切なコーティングの選び方
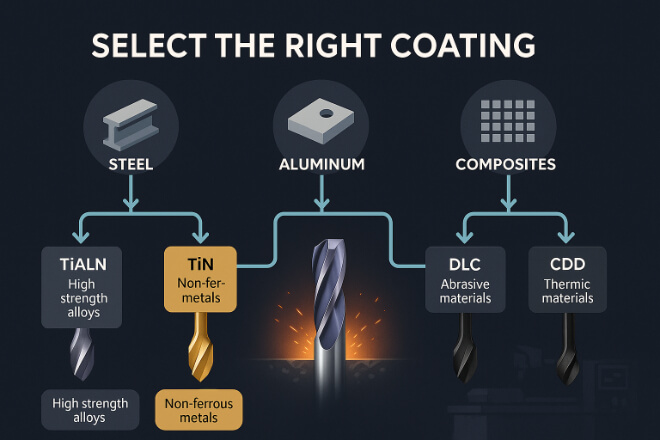
超硬工具の性能を最大限に引き出すには、適切なコーティングを選ぶことが重要です。以下にいくつかの簡単なヒントをご紹介します。
鋼材およびステンレス鋼の場合:TiAlNまたはAlTiNを選択してください。
アルミニウムと銅の場合:DLCコーティングまたは研磨された工具を使用してください。
研磨材の場合:CVDダイヤモンドコーティングを選択してください
汎用用途の場合:TiNまたはTiCNが良い出発点となるでしょう。
また、加工環境も考慮してください。クーラントを使用するかどうか、機械の種類、希望するサイクルタイムなどです。これらの要素を考慮することで、最適な選択を行い、最大限の結果を得ることができます。.
そして覚えておいてください。どんな用途にも完璧なコーティングは存在しません。耐熱性、耐摩耗性、そしてコストのバランスが重要なのです。.