
タングステンカーバイド製ブッシングにおいて公差が重要な理由
公差は寸法の許容範囲を定義し、用途における適切な適合性と機能性を確保します。適切な公差を設定することは、いくつかの理由から非常に重要です。
適切な適合性を確保:正確な公差により、ブッシングがシャフトまたはハウジングに正確に適合し、位置ずれや摩耗などの問題を防止します。.
性能を最適化:厳密な公差により、ブッシングが期待どおりに機能し、早期の故障や過度の摩耗を防ぎます。.
品質保証:見積依頼書に適切な許容範囲を含めることで、製造業者は貴社の要求事項を理解し、仕様を満たすことができます。.
適切な公差がないと、シール不良、過剰な摩擦、ブッシングやその他の部品の損傷などの問題が発生する可能性があります。.
タングステンカーバイドブッシュの見積依頼書に含めるべき重要な公差
見積依頼書で超硬ブッシュを指定する際には、以下の重要な公差を含めることが重要です。
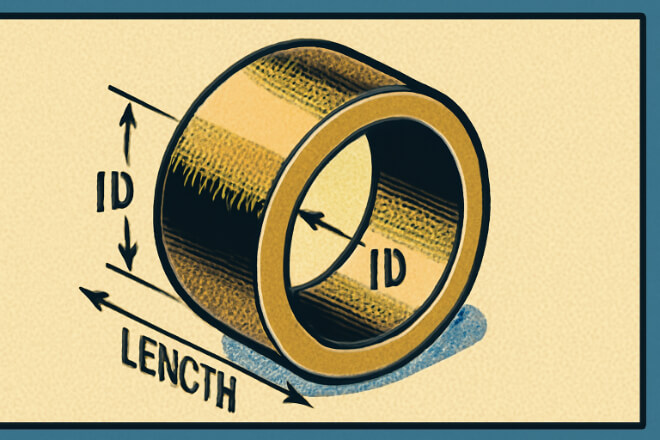
1) 内径(ID)公差
内径公差は、ブッシングがシャフトに正しくフィットすることを保証します。内径の最も一般的な公差は次のとおりです。
一般公差:±0.005 mm~±0.01 mm
精密公差:±0.001 mm~±0.003 mm
適切な圧入を確保し、クリアランスの問題を防止するためには、厳密な内径公差が不可欠です。.
2) 外径(OD)公差
外径公差は、ブッシングがハウジング内にどれだけぴったり収まるかを決定します。外径の一般的な公差には、以下のようなものがあります。
一般公差:±0.01 mm~±0.02 mm
精密公差:±0.005 mm~±0.01 mm
これにより、ブッシングを簡単に取り付けられるだけでなく、しっかりと固定されるため、動きや振動などの問題を防ぐことができます。.
3) 長さ公差
長さ公差は、ブッシングが指定されたスペース内に収まるようにするために重要です。一般的な長さ公差は次のとおりです。
標準公差:±0.02 mm~±0.05 mm
精密な公差:±0.01 mm
長さのばらつきが大きすぎると、ブッシングのずれや機能不全につながる可能性があります。.
4) 真円度(同心度)公差
真円度公差は、ブッシングが全周にわたって真円であることを保証するものであり、不均一な摩耗や振動の発生を防ぎます。一般的な真円度公差は以下のとおりです。
一般公差:0.01mm~0.02mm
精密公差:0.005 mm~0.01 mm
真円度が低いと、ブッシングの早期破損や他の部品の損傷につながる可能性があります。.
5)表面仕上げ公差(Ra値)
表面仕上げ公差は、ブッシングの表面が摩擦を低減し摩耗を防止するのに十分な滑らかさであることを保証するものです。.
この公差は、多くの場合、Ra(表面粗さ平均)で測定されます。タングステンカーバイドブッシュの典型的なRa値は以下のとおりです。
標準仕上げ:Ra ≤ 0.2 µm
鏡面仕上げ:Ra ≤ 0.05 µm
表面が滑らかであれば、摩耗や損傷のリスクが軽減され、ブッシングの長期的な性能向上につながります。.
6) 材料組成の許容範囲
材料組成の許容誤差は、ブッシングが期待どおりの性能を発揮するために非常に重要です。.
部品のバインダー含有量(WC-CoやWC-Niなど)が規定のパーセンテージ範囲内であることを確認してください。これは、ブッシングの硬度、靭性、耐摩耗性に影響を与える可能性があります。.
厳しい公差がコストとリードタイムに与える影響
見積依頼書に厳しい公差を含めると、通常、製造コストの上昇と納期の長期化につながります。その理由は以下のとおりです。
製造の複雑性:厳しい公差のため、部品が仕様を満たすことを保証するために、より精密な機械加工と追加の工程が必要となる。.
品質管理の強化:より厳しい公差により、追加の検査とテストが必要となり、生産時間の延長とコストの増加につながる可能性があります。.
材料の無駄:より厳しい公差を達成すると、製造工程で不良品として廃棄される部品が増えるため、材料の無駄が増加する可能性があります。.
用途において極めて厳しい公差が求められない場合は、より標準的な仕様を選択することで、性能を犠牲にすることなくコストと納期を削減できる可能性があります。.
RFQで許容範囲を明確に伝える
見積依頼書(RFQ)を提出する際は、製造業者が要求事項を正しく理解できるよう、許容誤差を明確に伝えることが重要です。以下に、許容誤差を効果的に指定するためのヒントをいくつかご紹介します。
標準公差コードを使用してください:明確さと一貫性を確保するために、ISO 2768やASME Y14.5などの標準公差コードを参照してください。.
公差クラスの指定:該当する場合は、公差クラス(例:穴の公差の場合は「H7」、軸の公差の場合は「k6」)を指定して、詳細情報を提供してください。.
追加仕様を含める:特定の性能要件や耐久性要件がある場合は、見積依頼書に必ず含めてください。.
許容誤差を明確に伝えることで、誤解を防ぎ、お客様のニーズに合ったブッシングを確実に受け取ることができます。.
受領したブッシングサンプルの公差をレビューするためのベストプラクティス
受け取ったら タングステンカーバイドブッシング, 量産を開始する前に、許容範囲を満たしていることを確認することが不可欠です。以下に、受け取ったサンプルをレビューするためのベストプラクティスをいくつか示します。
精密測定ツールを使用する:ノギス、マイクロメーター、CMM(三次元測定機)などのツールを使用して、ブッシングの寸法を正確に測定してください。.
真円度および表面仕上げのテストを実施する:適切なテスト方法を使用して真円度と表面仕上げをチェックし、規定の許容範囲に適合していることを確認します。.
仕様との照合:測定値をRFQに記載されている仕様と比較し、要件を満たしていることを確認してください。.
サンプルを徹底的に検証することで、潜在的な問題を早期に発見し、生産中の高額なミスを回避することができます。.